现场管理实践之作业方法管理
1、工时真的不能再降了吗:作业工时越短,付出的人事成本越低,但是标准工时的确立,并不是以最快的某个人为基准,需要综合考虑。
2、试做就是找问题:通过试做可以设定最佳组合的生产要素;可以为重大决策指明方向,但是天天都在试做的产品,其品质八成不稳定。
3、写好标准书:实际作业与标准书的要求必须完全一致,写好标准书,对企业来说就像制定一部“国家法律”一样重要。
4、出厂号码是“天线”:出厂号码里浓缩了大量有关制造条件的信息,通过它可查出该产品的来龙去脉,为及时、准确地向客户提供服务打下基础。
5、不良品发生先别慌:斩除不良品,原本就是管理工作的一部分,经历的越多,经验越能得到积累;管理能力越能得到提升。
6、用用QC七手法:优良的品质是靠科学的方法管理出来的QC七手法正是现场品质管理最常用的科学工具之一。QC七手法---排列图、因果图、散布图、直方图、检查表、层别法、管制图。
7、工序诊断看看病:就象一年一次的身体健康检查一样,通过诊断可以发现工序上潜在的“病因”,使问题消除在初级阶段。
8、识别没做好,东西真难找:生产要素的识别做不好,要么就你一个人知道,别人都不知道;要么别人都知道,就你一个人不知道。人员识别;设备、夹具识别;材料识别;作业方法识别;作业环境识别。
9、推进5S活动:5S活动不仅能够改善作业环境,还能作业效率、品质、士气,牵一而动百,是其它管理活动有效开展的基石之一。整理(SEIRI)、整顿(SEITON)、清扫(SEISOU)、清洁(SEIKETU)、修养(SHITUKE);再加上2S---坚持、习惯。
10、文件归档要好找:任何人有需要的时候,在固定的地方,都能够找到最新的文件,这才是文件归档的目的所在。
#p#副标题#e#
11、直行率--管理水平的标尺:合格率并不完全意味着工序内没有不良品发生,只有直行率高,才意味着不良品少,生产顺利。
12、流水线作业跟点走:流水线上速度快的作业人员要适当放慢,速度慢的要适当加快,只有所有工序的作业工时保持平衡,流水线才不会堵塞。实战注意事项:A、线点的设定(要考虑输送带的行进速度,前后两工序的距离,产品的体积,各工序的在线库存要求等等);B、考虑流水线作业跟点的基本方法。
13、会议要简短,结果要记录:开会是为了交流情报,以便采取统一的立场、做法,可开可不开的会议,坚决不开!管理人员成天泡“会海”,不出事才怪呢!实战注意事项:A、会议时间---速战速决,会议内容---有据可查,会议地点—宁近勿远,会议召开---简明扼要。#p#分页标题#e#
14、生产实绩报告是总结:一份好的总结可以获得其他部门进一步的理解和配合,同时,也为今后本部门的管理工作指明了重点。报告应包括三部分:概括部分,不良对策部分,实绩推移部分。
15、不良为何降不下:不良是生产活动中的万恶之首,造成不良的原因是多方面的、多层次的,决不可能只把眼光盯在现场这一部分上。
16、看板公开人人知:将一切可以公开的情报真实地、及时地告诉每一个人,不仅能增强每个人的责任心,还能增强企业内部的凝聚力。包括----组织成员结构关系;生产进度、品质达成状况;生产工序、重要设备布局情况;各种行政通知等情报;管理人员、技术人员行踪一览表。
17、合理布局,事半功倍:合理的生产布局就是将各个生产要素设置在最佳位置,使得每一个生产要素都能发挥出最大效益。基本原则---统合原则;空间、时间最短原则;顺次流动的原则;利用立体空间的原则;满足和安全的原则;适变性原则。
#p#副标题#e#
18、学习IE手法:运用IE手法能够有效地提高工作效率,使每一个生产要素的作用发挥到极限,它是优秀管理人员(高级)必备技能之一。IE(Industrial Engineering)包括:
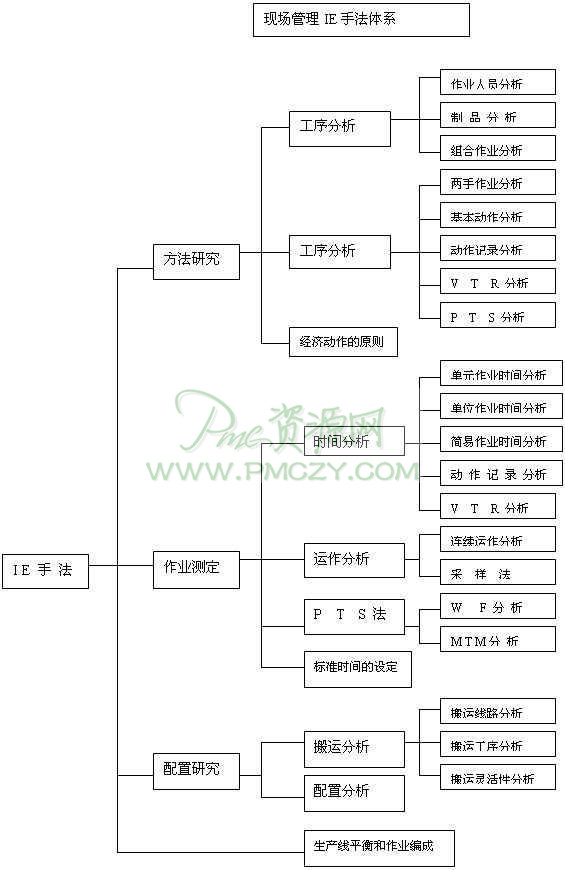
备注:V T R—磁带式录象机;P T S---predetermine time standard
#p#副标题#e#
19、咬定方针目标不放松:一个作业人员没有方针目标并不可怕,一个组织要是没有方针目标,要想在竞争中求得生存和发展,谈何容易!方针目标管理事实上是一个PDCA循环圈。
20、算算工序能力够不够:没有工序控制,就谈不上实行品质保证体系。工序能力高,则表示品质规格得到良好的控制,是品质优良的具体表现。工序能力与生产能力有着本质的区别,工序能力是指品质上所能达到的程度,而生产能力是指数量上所能达到的程度,一个是指品质上,一个是指数量上。
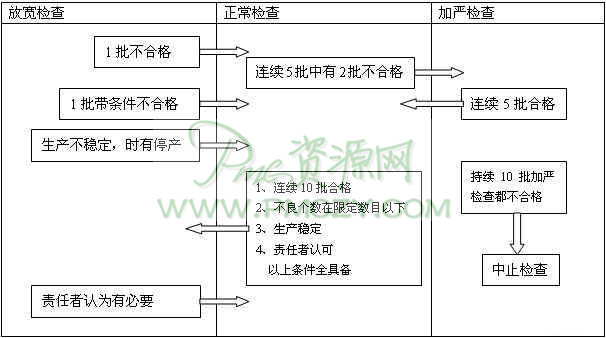
21、AQL抽检又快又准:AQL抽检的最大特点,是能够根据被检对象的品质水平而改变抽检的力度,即品质差,抽的严;品质好,抽的松。AQL—acceptable quality level (合格品质水平), 《MIL-STD-105D》—105D—ISO2859—GB2828
实战注意事项:
①AQL的设定方法—A、参照品质要求进行设定;B、参照缺点或者不良品的等级进行设定(如下表);C、在供货品质平均的基础上进行设定;D、与供货者协商后进行设定。

②105D对缺点等级的划分—A、致命缺点(是指会危及到人身安全的缺点。如果制品虽然无法使用,但不会影响人身安全,也不能当做致命缺点。);B、重缺点—因某一缺点,导致该制品完全无法使用、或者使用寿命极短、性能极差等都属于重缺点;C、轻缺点—该缺点在制品的正常使用过程中,没有任何影响。
③105D对不良品等级的划分---A、致命不良品;B、重不良品;C、轻不良品。
④不同检查松紧度的切换(见下表)。