生产经理如何对生产车间进行布局
车间是进行产品生产或其他生产、业务活动的主要场所。它占有一定的厂房或场地,拥有为完成一定生产任务所必需的设备、工具、原材料、半成品,以及一定数量的作业人员、技术人员和管理人员。车间如何布置直接关系到生产力的三个要素,即作业人员、作业手段和作业对象如何更好地结合的问题。
一、车间的组成部分
车间由哪些部分组成取决于车间的生产性质和生产规模。一般大型的生产车间由以下六个部分组成:
(1)基本生产部分,如炼钢车间的转炉、平炉、电炉;机械加工车间的各种机加工设备。
(2)辅助生产部分,如机修组、电工组、磨刀间等。
(3)仓库部分,如中间库、工具室等。
(4)过道部分,如主要过道、次要过道等。
(5)车间管理部分,如办公室、资料室等。
(6)生产福利部分,如休息室、盥洗室、更衣室等。
二、车间布局的原则
1.工艺专业化原则——工艺原则
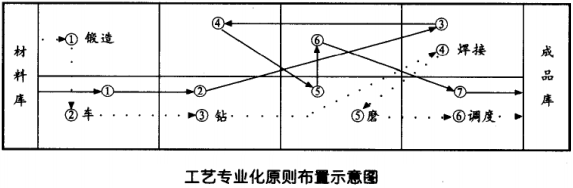
(1)什么是工艺专业化原则。
工艺专业化原则就是按照生产过程中的工艺特点,把同类型的机器设备集中在一起,即机器设备的“机群式”布局,形成一个基本生产单位。例如,机械工业企业的铸工车间、锻工车间、机械加工车间、装配车间等。在这些车间内,由于加工的工艺方法相同,因此可以加工多种多样的产品。
(2)工艺专业化原则的优点。
①车间对产品品种的适应性强。
②由于同种设备集中在一起,可以充分利用设备和生产面积,提高设备负荷系数。
③便于工艺管理。
④生产控制灵活性较强,便于生产任务连续进行。
(3)工艺专业化原则的缺点。
①当零件加工工序较多时,需要由不同的车间来完成,因而加工路线长,往返运输多,生产周期长。
②在制品数量增多,流动资金占用量增大。
③各车间之间的联系和协作关系复杂,影响各项管理工作的协调一致。
(4)适用范围。
按工艺专业化原则的车间工艺布局,多用于单件小批生产条件。
2.对象专业化原则——对象原则
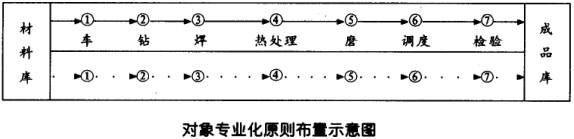
(1)什么是对象专业化原则。
对象专业化原则就是把加工对象的全部或大部分工艺过程集中在一个生产单位中,组成以产品或零件为对象的生产单位。例如,机械工业企业的齿轮车间、标准件车间、发动机车间等。
(2)优点。
①机器设备按零件或产品的工艺流程布置,缩短了产品的加工路线,节约了运输费用,减少了仓库和生产面积。
②缩短了生产周期,减少了在制品数量和流动资金的占用量。
③减少了车间之间的联系,便于各项管理工作。
(3)缺点。
①因加工对象一定,故对产品品种变换的适应性差。
②生产计划与控制等管理工作复杂。
③因生产工序不同,设备负荷不均衡,设备生产能力的发挥受到一定的限制。
(4)适用范围。
按照对象专业化原则的车间工艺布局,适用于产品专业化方向稳定、大批大量的生产条件。
但由于成组技术的不断发展和应用,按照对象专业化原则建立起来的成组生产单元、成组工段和成组车间,可以满足多品种中小批生产的需要。因此,按照对象专业化原则的车间工艺布局,也可以适用于多种不同的生产方式,而不仅仅限于品种单一大批大量的生产条件。
3.综合原则
在实际工作中,企业的车间布局,往往是兼取工艺专业化原则和对象专业化原则的长处,克服两者的缺点,形成一种较为灵活的车间专业化形式——综合原则。例如,在机械工业企业中,铸铁件毛坯制作、热处理、工具和机修都是按工艺专业化原则建立车间的,而产品零件的加工和部件装配则按对象专业化原则组成车间。所以,综合原则就是综合运用工艺专业化原则和对象专业化原则来建立生产单位的原则。
总之,车间工艺布局的三种组织原则的选择,应当以达到最优布局为目标,也就是使车间各部分、机器设备、在制品的存放等的配合关系成为最优,最终达到高的生产效率、优良的产品,取得产品的低成本,得到最佳的经济效益。
#p#副标题#e#
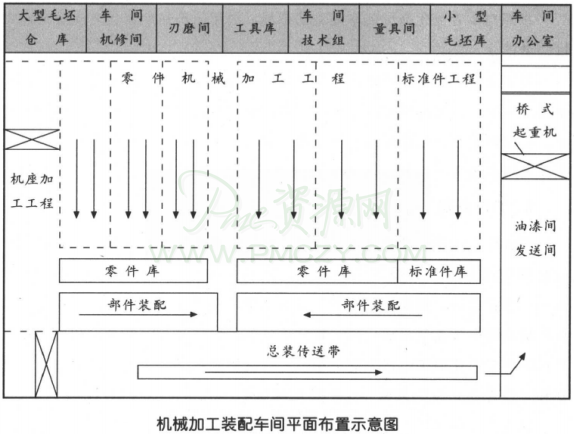
三、车间的总体布置
车间的专业化形式确定以后,下一步就应当考虑设置车间的规模和车间内部工段、班组的合理划分问题,也就是进行车间的总体布置。车间的总体布置如图2-3所示。
车间的总体布置原则应考虑以下几个方面:
(1)各工段、班组应按工艺流程配置。
(2)辅助工段及生产服务部门的配置要有利于基本工段。
(3)中间库的设置应将机械加工车间和装配车间有效地连接起来。
四、车间的设备配置
1.车间的设备配置内容
车间的设备配置就是按零部件的生产工艺规程进行设备的平面配置。其具体内容包括:
(1)工艺设计。
即零部件按工艺要求构成生产线,并确定设备种类、规格型号、数量等。
(2)物流设计。
即各工位(设备)的位置配置,保证物流畅通,物流活动流程最简最短,物流费用耗费低。
2.车间的设备配置原则
(1)遵循工艺规程的原则。
机器设备必须按工艺规程的要求进行配置,以保证实现零部件加工的要求。
(2)最短路线原则。
保持生产线上各项操作之间的移动距离最小,物料和人员流动路线最短,节省物流时间,降低物流费用,保持人员良好的精神状态。在加工过程中,采用最优的工艺流程,可以使物流过程合理,不发生交错和混乱。流程的基本形式以组合的布置为最优,如I形、L形、U形及O形等。
(3)生产力均衡的原则。
由于零部件加工的每一工序时间定额不一致,为满足生产纲领的要求,在设备装置上,应尽可能做到工序间生产均衡,充分利用设备负荷,实现最大的生产能力。
(4)充分利用空间、场地的原则。
在布置设备生产线时,充分发挥车间内每一块生产面积的作用,同时保持机器设备之间适当的距离,以免影响工作。
(5)方便运输的原则。
车间内应有标准的通道,使物料搬运方便、通畅,提高运输设备的效率。
(6)安全和满意的原则。
合理布置工作地,保证生产安全,创造良好的工作环境,调动工人的生产积极性。
(7)柔性的原则。
要适应产品结构的调整,新工艺、新技术的应用,以及生产能力扩充的需要,并能以最少的费用和最好的方法,实现设备配置新的调整。
3.车间设备的布置方式
按照生产类型的不同和车间工艺布局的不同形式,车间设备的布置,基本上有两种方式:
(1)机群式布置。
机群式布置是按工艺专业化原则,把同类机床布置在一起,如按车床组、铣床组、刨床组、磨床组、钻床组等进行布置。这种布置方式多用于单件、小批生产方式。
(2)流水(自动)线布置。
流水(自动)线布置是按对象专业化原则对某种零件(或零件组)按加工工艺顺序来排列各种机床设备,形成流水(自动)线。
在流水(自动)线的形式中,可分为单一品种流水(自动)线和多品种流水(自动)线,后者包括成组流水线和可变流水线。
单一品种流水(自动)线适用于大批大量生产方式,这种流水(自动)线是刚性的,只要产品品种和规格稍有变化,就不能适用。以成组技术为理论基础的成组流水线,如成组单元、成组工段及成组车间,在机械工业企业中已广泛应用。由于数控(NC)、计算机数控(CNC)、加工中心(MC)和群控(DNC)等高技术加工设备的发展和应用,在机械工业企业柔性制造单元和柔性制造系统等可变流水线也已经出现。而且随着生产过程实现高度自动化,采用计算机管理的现代化管理方式,就成为应运而生的必然产物。因此,采用多品种流水(自动)线可从根本上改变车间设备布置的面貌,设备的占地面积大大减少,物流更加合理,使生产组织更有效、更经济。
4.车间设备具体的布置方法
(1)平面模型布置法。
①做法。
平面模型布置法是实际工作中常用的设备布置方法。它是用硬纸板或塑料板制成各种机床设备、辅助设备、控制箱、工具箱、工位器具等的平面模型,平面模型的外形轮廓按实物以一定的比例缩小,缩小比例的大小与车间平面图比例一致,然后将各种平面模型按照设备布置原则进行布置。
②优缺点。
采用平面模型布置法直观明了,变动灵活,可以布置多种方案进行比较择优,方案确定后可以复印留底,作为日后进行设备管理和物流管理的依据。但是,这种方法没有表示出各种设备的立面情况,对于高大的机器设备是否与厂房建筑的高度相适应难以判断。
(2)立体模型布置法。
①做法。
立体模型布置法是用木料或塑料做成各种机床及辅助设备等的模型,比例与平面模型一致,外形轮廓与实物相似,将这些模型放在车间厂房建筑模型中,按照设备布置原则进行布置,通过比较不同的布置方案,得到最适宜的布置方案。
②优缺点。
这种方法较直观准确,但由于费时、费工,制造费用大,因而实际应用较少。

