新产品开发与技术改造控制程序
1 目的
为使本公司在激烈的市场竞争中不断发展壮大,及时了解和运用国内外涤纶长丝和附属技术的发展方向,为本公司的发展进行技术和信息的储备。使公司逐渐具备生产一代,储备一代,研制一代,构思一代的强劲发展趋势。
2 适用范围
本程序使用于本公司市场调研、论证、新产品设计开发与技术改造活动。
3 职责
3.1 总经理负责批准进行可行性研究和新产品的开发与技术改造。
3.2 总工程师负责组织审核市场调研、论证、新产品设计开发与技术改造活动。
3.3 主管副总经理负责协助新产品设计开发与技术改造工作,并负责
3.3 技质办负责市场调研、新产品设计开发与技术改造的具体工作。
3.4 供销办负责提供市场调研和可行性研究的有关数据收集,为新产品开发提供可靠的市场依据。
3.5 经营办:负责新产品可行性研究、开发和试生产的成本核算工作。
3.6 长丝车间负责技术改造的设备安装和新产品的试制工作。
3.7 动力车间负责辅助设备技术改造和新产品试制的辅助动力服务工作。
4 术语和定义
无
#p#副标题#e#
5 程序控制
5.1 产品发展规划
5.1.1 公司根据国家和地方经济发展的需要、从企业产品发展方向、发展规模,发展水平和技术改造方向、赶超目标以及企业现有条件进行综合调查研究和可行性分析,制定公司“产品发展规划”。
5.1.2 由技质办提出草拟规划,经总工程师组织有关部门人员进行慎密的研究定稿审核后,初步审查,报总经理批准,交总经办作为公司经营发展规划的重要组成部分。
5.1.3 主要内容:
5.1.3.1 瞄准世界先进水平和赶超目标,为提高产品质量进行新技术、新材料、新工艺、新装备方面的应用研究。
5.1.3.2 开展产品寿命周期的研究,促进产品的升级换代,预测企业的盈亏和生存,为企业提供产品发展的科学依据;
5.1.3.3 开展哪些对产品升级换代有决定意义的科学研究、基础件攻关、重大工艺改革、重大专用设备和测试仪器的研究;
5.1.3.4 开展哪些对提高产品质量有重大影响的新技术研究;
5.1.3.5 涤纶后加工工艺、设备的新技术和新工艺及其发展趋势。#p#副标题#e#
5.2 调查研究
5.2.1 技质办负责广泛收集国内外有关情报和专刊,调查国内市场和后加工企业以及国际重点市场同类产品的技术现状和改进要求;
5.2.2 供销办以国内同类产品市场占有率高的前三名为主,调查同类产品的质量、价格、市场及使用情况,并半年向技质办提交“市场分析报告”;
5.2.3 技质办每半年进行一次涤纶长丝新产品、新设备和相关产品的发展趋势总结,向总工程师提交“产品发展趋势报告”。
5.2.4 技质办根据总工程师的指示或自己认为需要时可向总工程师提交“新产品设计建议书”。
5.2.5 “新产品设计建议书”的主要内容:
5.2.5.1 项目编号、名称;
5.2.5.2 需求来源:合同、定单或“市场调查报告”;
5.2.5.3 项目内容和要求;
5.2.5.4 技术指标;
5.2.5.5 经济效益分析等。
5.3 立项
5.3.1 总工程师组织有关部门和有关专家对“新产品设计建议书”进行可行性分析和论证。总经理审核论证结果,批准立项。#p#副标题#e#
5.3.2 可行性分析和论证内容:
5.3.2.1 论证涤纶长丝产品和其它领导指定产品的技术发展方向和动向。
5.3.2.2 论证市场动态及发展该产品具备的技术优势。
5.3.2.3 论证发展该产品的资源条件的可行性。(含物资、设备、运输、能源、环保及外购外协件配套等)。
5.3.2.4 决定新产品设计是聘请专业单位还是本单位设计。
5.3.3 由技质办根据论证结果草拟“可行性研究报告初稿”,由总工程师组织有关部门和专家评审,出具“可行性研究报告”交总经理批准,上报总公司。
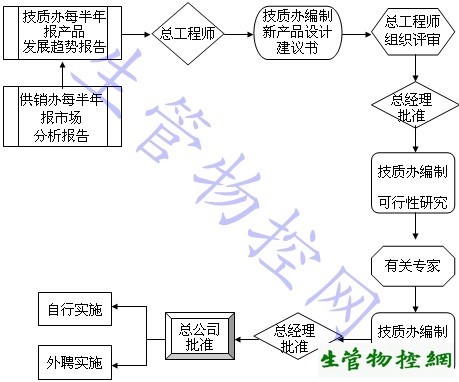
5.3.4 新产品的市场调查和可行性论证程序
 #p#副标题#e#
#p#副标题#e#
5.4 自行设计的控制
5.4.1 本公司自行设计由技质办负责。
5.4.2 设计输入
5.4.1.1 设计输入内容:
a)“可行性研究报告”;
b)设计过程中的技术关键;
c)所需的设备技术改造;
d)适用的法律法规要求,对国家强制性标准一定要满足;
e)以前类似设计提供的适用信息;
5.4.1.2 技质办组织有关人员和相关部门对设计输入进行评审,对其中不完善、含糊或矛盾的地方做出澄清和解决,确保设计输入满足“可行性研究报告”的要求。
5.4.2 设计的输出
5.4.2.1 技质办根据“可行性研究报告”和设计的输入内容,编制“新产品设计任务书”作为设计的输出,其主要内容可包括:
a)设计任务来源、项目编号、项目名称;
b)设计类型(新产品开发,老产品改进等)
c)设计目标:新产品的主要性能指标、生产要求、采用的标准、适用的法律法规等满足输入的要求;
d)设计过程各阶段的划分和主要工作内容,及各阶段评审、验证、确认等;
e)资源配置需求,如人员、信息、设备、物资、资金等其他相关内容;
f)相关各单位的职责和工作进度。#p#副标题#e#
5.4.2.2 设计输出的“新产品设计任务书”由总工程师审核,总经理批准后技质办组织实施。
5.4.2.3 新产品设计各阶段结束前,必须进行设计评审或设计验证或设计确认,以发现和纠正设计缺陷和不足,提出解决方法。前一阶段活动未达到要求时,不能转入下一阶段。
5.5 设计评审
5.5.1 应在设计的适当阶段进行系统的、综合的评审,一般由技质办或总工程师组织相关人员和部门进行,必要时可请有关专家参加:
5.5.1.1 应在“新产品设计任务书”中明确评审的阶段、需达到的目的、参加人员及职责等,并按计划进行评审;
5.5.1.2 评审的目的是评价是否满足阶段设计要求及对应内外部资源的适宜性、满足选育设计输入的充分性及达到设定目标的程度,识别和预测存在问题的部位和不足,提出纠正和预防措施,以确保最终设计满足顾客的要求;
5.5.1.3 根据需要也可安排计划外的适当阶段评审,但应提前明确时间、评审方法、参加人员及职责等。
5.5.2技质办根据评审结果,填写“设计评审报告”,对评审做出结论,报总工程师审核,总经理批准后技质办负责根据“设计评审报告”的要求采取相应的纠正和预防措施。#p#副标题#e#
5.6 设计的更改
5.6.1 若供需双方有特殊原因要求修改设计,由供销办组织协调,履行评审手续。必要时修改或重定合同。
5.6.2 更改可发生在设计的整个寿命周期中,技质办应正确识别和评估设计更改对物资、设备、人员、技术和资金能等方面带来的影响。
5.6.3 供销办应填写“设计更改申请单”并附上相关资料,报总工程师批准后方可更改。
5.6.4 修改“新产品设计任务书”或合同应执行《文件管理制度》。
5.7 技术改造
5.7.1 新产品设计完成后由技质办、长丝车间和动力车间负责本部门的设备技术改造工作。
5.7.2 技质办负责技术改造的图纸设计及联系加工工作。
5.7.3 设备图纸设计应按“新产品设计任务书”的规定进行,并应经总工程师批准后实施。
5.7.4 长丝车间和动力车间负责设备的安装和调试工作。
5.7.5 设备改造较大的可根据“新产品设计任务书”的规定,通过招标选择专业企业进行。具体办法参见《采购管理制度》。各车间应作好配合工作。#p#副标题#e#
5.8 设计的验证
新产品设计和技术改造完成后应进行小批量试验和中批量试验两个阶段的试验。
5.8.1 小批量试验:48小时连动试车,试验技术改造后的设备是否可以连动,各环节是否匹配。
5.8.2 中批量试验:连续30天开车运行,检验生产是否正常,设备和新产品的性能技术指标是否达到设计要求。
5.8.3 在各阶段试验中,技质办质检班负责进行新产品的检验,如需送外检验的由技质办负责送权威检测机构检验,并出具“产品检验报告”,作为本次设计的验证依据。
5.8.4 在各阶段试验中,长丝车间设备技术员根据设备试验运行情况,负责设备的检验工作,并出具“设备检验报告”,作为设备的技改验证依据。
5.8.5 在各阶段试验中,技质办综合所有检验结果编制“验证报告”,组织有关部门和人员对出现的问题进行分析,拟出纠正措施经总工程师批准后实施,并跟踪验证,确保设计输入的每一项性能指标都有相应的验证记录。
5.8.6 技质办根据各阶段的检验报告和验证报告编制“新产品鉴定报告草案”,准备新产品鉴定工作。#p#副标题#e#
5.9 设计鉴定
鉴定的目的是证明新产品能够满足预期的要求。通常应在批量生产之前完成,根据产品的特点,可采用下述几种方式之一:
5.9.1 公司召开新产品鉴定会,邀请总公司领导、有关专家、顾客参加,提交“新产品鉴定报告”,即对设计的最终确认;
5.9.2 对于有特定顾客的新产品合同,由供销办联系顾客进行确认,供销办提交“顾客确认报告”,来说明顾客对新产品符合标准或合同要求的满意程度及对新产品适宜性的评价,顾客满意即对设计予以确认;
5.9.3 新产品可送往国家授权的实验室进行型式试验,并出具合格报告,即为对新产品设计的确认。
上述过程由总工程师负责组织实施,所有报告及相关资料为确认的结果,技质办对相关方提出的意见进行分析,根据需要采取相应的纠正和预防措施,并跟踪验证。
5.9.4 新产品设计的正稿
通过设计确认后,技质办将所有新产品设计输出的文件整理成正稿,按“文件管理制度”执行。
5.10 聘请专业机构设计控制
5.10.1 专业机构的选择:由技质办负责参照“采购管理制度”中的设备采购招标形式进行。
5.10.2 聘请专业机构设计审批:由技质办将参标单位情况和招标过程以报告的形式报总工程师审核,总经理批准。
5.10.3 外聘机构在设计、技改和试车阶段由技质办负责联系,各车间配合。
5.10.4 外聘机构的其它阶段按以上有关程序执行。#p#副标题#e#
5.11 交付生产
5.11.1 产品交付前应有各车间负责根据新产品和新设备的技术性能,编制“备件计划、设备安全维修、操作规程和工艺参数”等技术文件,交技质办审核主管副总批准。并组织有关员工培训,具体执行《生产过程控制程序中5.6质量策划》。
5.11.2 各车间应严格执行技术文件,对执行中发现的问题应及时更改,并报技质办备案。
5.11.3 供销办应按各车间申报的机物料、备品备件计划准备好新产品生产所需的机物料、备品备件。
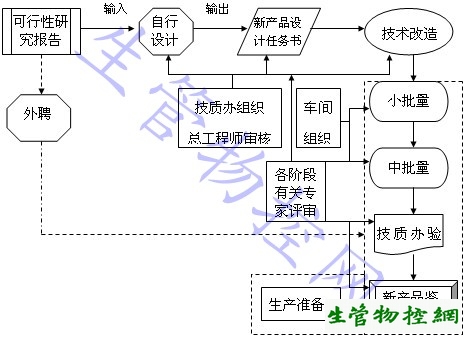
5.12 新产品设计和技术改造流程图
#p#副标题#e#
6 相关文件
6.1 《文件管理制度》
6.2 《设备管理程序》
6.3 《采购管理制度》
6.4 《设备维修规程》
6.5 《操作规程》
7 记录
7.1 《产品发展规划》
7.2 《市场分析报告》
7.3 《产品发展趋势报告》
7.4 《新产品设计建议书》
7.5 《可行性研究报告》
7.6 《新产品设计任务书》
7.7 《设计评审报告》
7.8 《设计更改申请单》
7.9 《新产品鉴定报告》
7.10 《顾客确认报告》
7.11《产品检验报告》

