生产能力测定
一、现有生产能力的查定
1、生产能力查定的概念
所谓的生产能力查定,是指对企业、车间、工段或小组在一定时间内的生产能力进行计算和确定的过程。其目的在于摸清企业现有生产能力的大小。为改进技术、改善组织以及克服生产中的薄弱环节而提供依据,以便挖掘潜力和提高生产能力,完成或超额完成任务。
2、查定生产能力的原始资料
A:固定资产登记表和技术说明书,其中载有各车间设备的数量、性能、生产率及生产面积等方面的资料。
B:工艺过程卡或工艺明细表。
C:查定期内企业、车间、工段、小组的生产大纲,各种产品产量的比例构成资料。
D:企业的技术改造计划和技术组织措施计划。
E:机器设备和生产面积工作时间的规定,设备在很大程度上生产面积在时间利用方面的统计分析资料以及设备修理计划。
F:企业职工认数、各工种人数及技术等级方面的资料。
G:各项产量定额或时间定额及定额实际完成情况的统计分析资料。
3、生产能力的计量单位
通常,生产能力是以实物指标作为计量单位的。生产能力的实物计量单位有具体产品、代表产品和假定产品三种形式。
A:具体产品。在计算企业生产能力的生产定额时,是用该具体产品的时间定额或生产该产品的产量定额。该计量单位使用于大量生产的企业,如以某种机器产品的台数,某种毛坯、零部件的件数或套数等具体产品来计量单位。
B:代表产品。在多种产品生产的企业中,在结构、工艺和劳动量构成相似的产品中选出代表产品,以生产代表产品的时间定额或产量定额来计算生产能力,这种生产能力的计量单位即为代表产品。该类计量单位使用于批量生产的企业。代表产品和具体产品之间可以通过换算系数进行换算:
Ki = Ti / T0
式中, Ki ---------- 产品 i 的换算系数;
Ti ---------- 第 i 种产品的时间定;
T0 ---------- 代表产品的时间定额。
C:假定产品。以生产计划中各种产品的单位劳动量占全部产品劳动量的比重为基础计算出来的劳动量定额加权平均系数,作为单位产品劳动量定额用于计算生产生产能力的一种产品单位。该计量单位使用于产品品种较多,各种产品的结构、工艺和劳动量构成差别较大的企业。#p#分页标题#e#
在单件小批量生产条件下,常常采用产品的某种重要技术参数为计量单位,如发电机的功率(KW)数,重型机器厂采用的质量单位(T)等。
#p#副标题#e#
4、查定生产能力的步骤
A:确定企业的专业方向和生产大纲(产品的品种和各种产品的数量方案)。它的依据有企业上级主管部门(工业部、局)的计划规定或决策,用户的需求调查和销售预测,技术预测等。
B:做好查定准备工作。首先,要向企业职工宣传查定生产能力的重要性,动员全体职工积极参加查定工作;再次,要组成全厂的和车间的生产能力查定小组,配备一定的技术人员、管理干部和技术工人来具体负责生产能力的查定工作,并制定生产能力查定的目标和计划,明确职责;其次,要收集整理查定生产能力所必须的各种数据资料。
C:查定小组、工段、车间的生产能力。首先;计算和确定各生产线、各生产小组的生产能力,然后计算和确定各工段的生产能力,再计算和确定各车间的生产能力。这种自下而上的程序可以逐级地查找薄弱环节并采取措施,以便逐级提高其上层环节的生产能力。
D:进行全厂生产能力的综合能力平衡。即在查定的车间能力之后,在综合平衡的基 础上来确定企业的生产能力。
5、生产能力的计算和查定
生产能力的计算方法因各生产环节的生产类型不同而各异。
在大量生产条件下,流水线、自动线的生产能力往往是根据工厂生产大纲的需要预先规定的,它是根据生产大纲计算流水线的节拍,然后根据节拍计算设备需要量和负荷,这就决定了按流水线组织大量生产的企业,其生产能力的核算要按每条流水线进行。
在成批生产和单件小批生产条件下,各个生产环节的生产能力通常是按设备组来计算的。构成设备组的基本条件是,它们在生产上具有的互换性,也就是设备组中的任何设备在大体相同的时间内,可以完成分配给该设备组加工的工艺工序中的任何相同工序,并能够达到规定的质量标准。不同机床设备有着不同的分组标志,金属切削机床的分组标志有:机床的用途(工艺工序种类)、机床的规格尺寸(如中心高、工作台尺寸、钻孔直径和深度等)、机床的生产率、机床的精度、机床的运转特点、机床的动力特征和功率等;锻压设备和锻造设备可以按照设备的用途、种类、加工吨位、生产率等标志来分组。
#p#副标题#e#
如前所述,生产能力的计算与查定,应从基层开始自下而上来进行,同时还应根据生产能力取决于设备还是生产面积而分别计算。
A:单台设备生产能力的计算。计算公式为
P0 = Fe / t
式中,P0 ------- 单台设备生产能力,台或件;
Fe ------- 单台设备计划期(年)有效工作时间,h;
t ------- 单位产品台时定额。
工序由一台设备承担时,单台设备的生产能力即为工序生产能力;工序由S台设备承担时,工序生产能力为P0 •S;加工流水线(装配流水线亦同)的生产能力,在各道工序的生产能力综合平衡的基础上加以确定。
B:设备组生产能力的计算。计算公式为本 P = Fe×S/ t
式中,P --------- 设备组的生产能力,台或件;
Fe --------- 单台设备计划期(年)有效工作时间,h ;
S ---------- 设备组的设备数,台;
t ---------- 制造单位产品(具体产品、代表产品或假定产品)所需该种设备的台时数,该台时定额是压缩之后的即计划期内将采用的新定额。
C:车间(工段)生产能力的计算。加工车间的生产能力可以在计算设备组生产能力的基础上加以确定。由于各设备组的生产能力一般是不相等的,因此在确定车间(工段)的生产能力时,要进行综合平衡工作。综合平衡的依据是主要设备组(即完成劳动量比重最大或贵重而无代用设备的设备组)的生产能力。生产能力不足的设备组为薄弱环节,要制定消除薄弱环节的措施,应尽可能利用富裕环节的能力来补偿;薄弱环节。车间(工段)生产能力综合平衡的示例如图1:
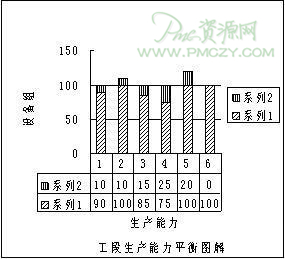
图1 工段生产能力平衡图解
在该图所示的机械加工工段中,六个设备组的生产能力是不相等的。如果将该工段的生产能力定到100台水平,那末钻床组、镗床组和刨床组的生产能力过低而成为薄弱环节,车床组和铣床组的生产能力过剩而成为富裕环节。若能以铣代刨、以车代镗,便可以使刨床组和镗床组两个薄弱环节得以消除;若对钻床组可以采取技术革新或增加工作班次的措施,则该薄弱环节亦可得以消除。这样,经过综合平衡和采取措施之后,该机械加工工段的生产能力便可以达到100台的水平。
铸造、锻造、装配车间(工段)生产能力的计算方法与机械加工车间生产能力的计算方法有所不同。
#p#副标题#e#
(a)铸造车间生产能力的计算。对于铸造车间,主要是计算熔炼设备、造型设备和造型面积的生产能力。
熔炼设备生产能力的计算公式为: Mƒ = S× q × Fe × ? 1 ─ ( а + β + γ )?
式中,Mƒ ---------- 化铁炉的生产能力,t /а ;
S ---------- 化铁炉数量,座;
q ---------- 化铁炉小时产量(它等于熔炼周期除化铁炉容量),t/h
Fe ---------- 化铁炉全年有效工作时间,h;
а ----------- 自然损耗率;
β ----------- 浇冒口残头损失率;
γ ----------- 铸件废品率。
造型设备生产能力的计算方法与金属切削机床设备的生产能力计算方法相同。
造型面积生产能力的计算公式为: Mα = A × qа
式中,Mα --------- 造型面积生产能力
A -------- 造型面积,m2;
q a --------- 单位造型面积平均铸件年产量,t/ m2.
在计算铸造车间生产能力时,除了以上三者的能力依据之外,还须考虑配砂、型心、烘干、清沙、退火、吊车等各个环节的能力配合情况。
(b)锻造车间生产能力的计算。锻造车间的生产能力主要按锻锤和水压机的能力配合情况。锻造设备生产能力的计算公式为: Mp = S×Q p× Fe
式中,Mp ---------- 锻造设备组生产能力,件;
S ---------- 锻造设备台数,台;
Q p ---------- 单台锻造设备每小时锻件产量,件/(台•H)
Fe ---------- 每台锻造设备全年有效工作时间,H。
(c)装配车间生产能力的计算。装配车间的生产能力一般按生产面积计算,其方法与面积生产能力的计算方法类似。在流水生产条件下,装配流水线生产能力的计算公式为:
Mas = 1 / r Fe = Si / ti Fe
式中,Mas ------- 装配流水线生产能力,台;
r ------- 装配流水线节拍;
Si ------- 装配流水线第I 道工序的工作地数;
ti ------- 第 I 道工序的单件时间定额;
Fe ------- 装配流水线计划期有效工作时间。
(d)企业生产能力的确定。企业生产能力是在各车间能力综合平衡的基础上加以确定的。车间生产能力综合平衡的内容主要有两个方面,其一是基本生产车间能力的平衡,其二是基本生产车间与辅助生产车间以及生产服务部门之间能力的平衡。在平衡各个基本车间的能力时,一般以基本车间生产能力为准,核对辅助车间生产能力的协调配合情况,若两者能力不平衡,就采取措施使之达到平衡。
#p#副标题#e#
二、未来生产能力的预测
1、生产能力供给预测
今后某段时期内的生产能力可以用工时递减曲线加以预测。工时递减曲线又称熟练曲线,是指某一产品随着生产时间或累积平均生产时间将按某一规律逐渐减少,当生产数量超过一定界限时,这种减少的趋势就几乎消失了,这种现象称为工时递减现象。工时递减除了取决于工人操作水平的提高之外,还有设备性能的改善、产品设计和原材料的改进等多种因素,它常被用来预测在生产设备的性能和产量不变的情况下,未来工时消耗量或新产品的工时定额,从而达到预测生产能力供给的目标。
A.工时递减曲线数学模型 一般工时简化对数线性工时曲线表达式。
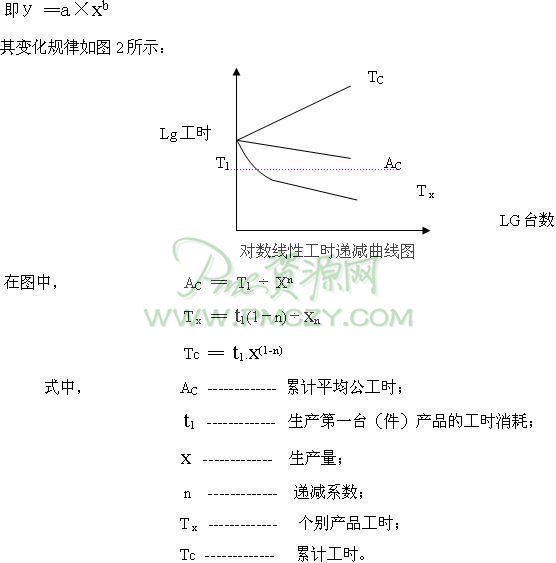
递减系数n 和递减率ρ之间存在下列关系
n ═ lgρ÷lg(1/2)
B.工时递减曲线应用举例设备能力预测。
已知生产某产品的工时递减系数n ═ 0.0665,生产第一件产品的工时消耗t1 ═ 2.05H,其它数据见下表1。在今后12个月生产计划的基础上,预测12个月后设备的生产能力。生产产品设备需求量
12个月后,单件工时T x 为
T x ═ t1(1-n)÷(x +ω)n
═ 2.05×(1-0.0665)÷(30000+120000)0. 0665
═ 0.86(H/件)
将12个月后的计算结果与现状比较于下表2:
12个月以后,设备的生产能力将提高(18 =16)/18=11%。
表1生产产品设备需求量
|
生产量/件 |
|||
|
截止目前累积产量(2) |
每月计划产量(3) |
12个月累积计划产量(4) |
|
|
40 |
30000 |
10000 |
120000 |
表2 比较表
|
比较对象 |
单件工时(5) |
月需用工时(6)=(3)*(5) |
需用设备台数(7)=(4)/(1) |
|
现状 |
0.95H/件 |
9500H |
17.1≈18台 |
|
12个月以后 |
0.86H/件 |
8600H |
15.9≈16台 |
#p#副标题#e#
2、生产能力需求预测
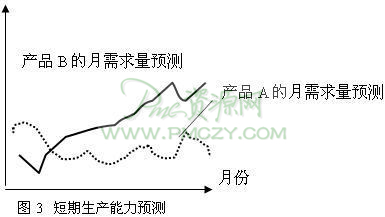
A.短期需求量预测
短期生产能力的需求,可以用展望后12个月的办法来进行预测。首先,预计出对本厂不同产品或多或少服务的需求量;然后,再把这些需求量与现有的生产能力进行比较,从而边可预测出短期生产能力的需求。例如,一个生产两种产品的企业,可以用图3所示的办法预测需求量。
B.长期需求量预测
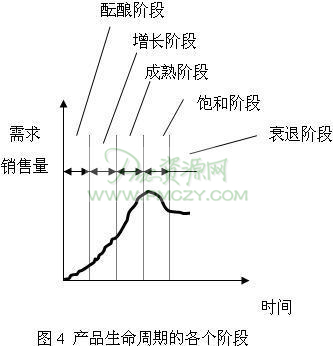
生产能力的长期需求量会因市场需求和工艺技术的不定而难以确定,同时,企业在将来会增加一些新的产品而后淘汰一些过时产品,因而,预测为需
求量期5年或10年的生产能力需求量是一项冒险而困难的工作。预测企业长期生产能力需量的有效方法是应用产品的生命周期原理,即首先按产品类别确定其生命周期曲线图4,并合理确定目前的各种产品在计划期内将处于生命周期的哪个阶段,由此可确定各种产品的生产能力的长期需求量,进而便可以预测出企业生产能力的长期需求量。