大量流水线生产和企业期量标准
一、节拍
节拍是组织大量流水生产的依据,是大量流水生产期量标准中最基本的期量标准,其实质是反映流水线的生产速度。它是根据计划期内的计划产量和计划期内的有效工作时间确定的。在精益生产方式中,节拍是个可变量,它需要根据月计划产量作调整,这时会涉及到生产组织方面的调整和作业标准的改变。
R=Fe/Qi
式中:R——流水线节拍; Fe——第i工序看管周期时间长度; Qi——第i工序看管周期产量。
二、流水线标准工作指示图表
在大量流水生产中每个工作地都按一定的节拍反复地完成规定的工序。为确保流水线按规定的节拍工作,必须对每个工作地详细规定它的工作制度,编制作业指示图表,协调整个流水线的生产。正确制定流水作业指示图表对提高生产效率、设备利用率和减少在制品起着重要作用。它还是简化生产作业计划提高生产作业计划质量的有效工具。
#p#副标题#e#
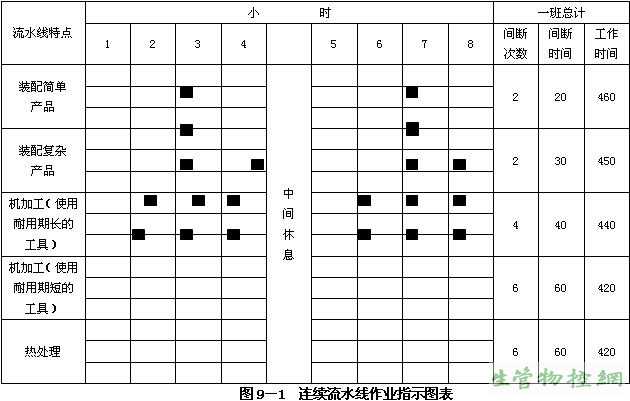
流水线作业指示图表是根据流水线的节拍和工序时间定额来制定的。流水线作业指示图表的编制随流水线的工序同期化程度不同而不同。连续流水线的工序同期化程度很高,各个工序的节拍基本等于流水线的节拍,因此工作地的负荷率高。这时就不存在工人利用个别设备不工作的时间去兼顾其它设备的问题。因此连续流水线的作业指示图表比较简单,只要规定每条流水线在轮班内的工作中断次数、中断时刻和中断时间即可。如图9-1是连续流水线作业指示图表的一个例子:
#p#副标题#e#
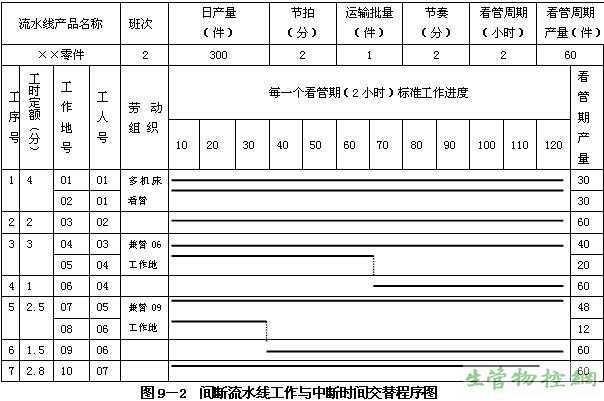
间断流水线由于各工序的生产率不一致,因此编制间断流水线作业指示图表比较复杂,其步骤一般包括:确定看管期;确定看管期各工作地产量及负荷;计算看管期内各工作地工作时间长度;确定工作起止时间;确定每个工作地的人员数量及劳动组织形式等。间断流水线由于各工序的工序节拍与流水线的节拍不同步,各道工序的生产效率不协调,生产中就会出现停工停料或等停加工的现象。这应事先规定能平衡工序间生产率的时间,通常称为间断流水线的看管期。如图9-2所示。
#p#副标题#e#
间断流水线的标准指示图中所规定的内容如下:
1、每个工作地在看管期内的工作延续时间
当只有一个工作地工序,它的工作延续时间Ts等于流水线看管期产量PL与单件工时t0乘积Ts=Pl•t0,而看管期产量Pl=Tl/R 。本例中Pl=120/6=20(件)。当有多个工作地(S0)且各工作地的工作时间相等时,它的工作延续时间Ts=Pl/S0•t,图9-2中,工序1有01,02两个工作地,Ts=20/2×12=120(分)。当有多个工作地且各个工作地时间不等时,可尽可能使负荷集中在一个工作地上,而将剩余的负荷分配给另外工作地。
2、规定各工作地在看管期内的工作起止时间以及工人任务的分配
对于工作延续时间不足看管期长度的工作地,要根据有否可能使工人兼做其他工序,充分发挥工人在工时利用上的潜力的原则,安排工人的工作起止时间。
#p#副标题#e#
三、在制品占用量定额
在制品占用定额是指在一定的时间、地点和生产技术组织条件下为保证生产的连续进行而制定的必要的在制品数量标准。在制品是指从原材料投入到产品入库为止,处于生产过程中尚未完工的所有零件、组件、部件和产品的总称。在制品占用量按存放地点分为:流水线(车间)内在制品占用量和流水线(车间)间在制品占用量;按性质和用途分为:工艺占用量、运输占用量、周转占用量和保险占用量。在制品构成如图9-3所示:
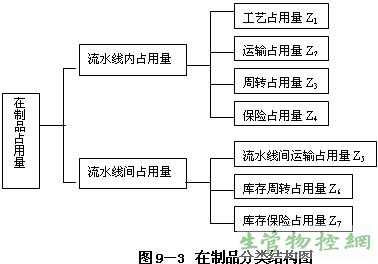
大量流水线可分为工艺占用量、运输占用量、流动占用量和保险占用量。
1、工艺占用量(Z1)
工艺占用量是指正在流水线各道工序每个工作地上加工、装配或检验的在制品数量。
 式中:Si ——第i道工序的工作地数;m ——流水线的工序数目;gi——第i道工序上工作地同时加工的零件数。
式中:Si ——第i道工序的工作地数;m ——流水线的工序数目;gi——第i道工序上工作地同时加工的零件数。
2、运输占用量(Z2)
运输占用量是指处于运输过程中或放置在运输装置上的在制品占用量。它取决于运输方式、运输批量、运输间隔期、零件体积及存放地的情况等因素。
当采用连续输送装置运送时:
 式中: L——运输装置的长度(m); ——相邻两个运输装置的距离; nt—— 运输批量。
式中: L——运输装置的长度(m); ——相邻两个运输装置的距离; nt—— 运输批量。
#p#副标题#e#
3、工序间流动占用量(Z3)
由于平衡前后相邻工序生产率周而复始积存的在制品占用量,叫工序间流动占用量。工序间流动占用量可用分析计算法和图表法结合起来加以确定。
(1)分析计算法
 式中: ts——两相邻工序同时工作时间;i——前工序;j——后工序;si 、sj——第i、j 工序的工作地数;ti 、tj ——第i、j 工序单位工时。
式中: ts——两相邻工序同时工作时间;i——前工序;j——后工序;si 、sj——第i、j 工序的工作地数;ti 、tj ——第i、j 工序单位工时。
t3 为正值,表明最大占用量是在同时工作结束时形成的;如为负值,表明最大占用量是在同时工作前形成的。
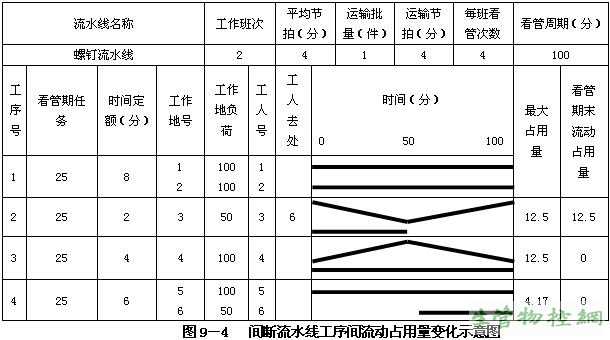
例9.1:如图9-4中数值,可求: Zmax(1-2)=50×(2/8-1/2)=-12.5件
第二道工序与第三道工序的最大占用量为:Zmax(2-3)=50×(1/2-1/4)=12.5件
第三道工序与第四道工序的最大占用量为:Zmax(3-4)=50×(1/4-1/6)=4.17件
(2)图解法
从上述计算结果,并通过对图9-4的分析,可以看出:第一道工序有两个工作地,在与第二道工序同时工作的50分钟内,共生产12.5件。第二道工序有一个工作地,50分钟内生产25件。所以,为了保证第二道工序能不停歇地生产,在同时工作开始前,第一道工序就应给第二道工序准备12.5件在制品。如果不这样,03号工人在第二道工序时作时停,就不可能在后50分钟内兼作第四道工序,因而,使整个流水线要另外增加一名工人。当第二道工序停止工作,但第一道工序仍然继续生产,在后50分钟内为第二道工序准备了12.5件的在制品的占用量如此周而复始,在第一道工序和第二道工序之间,在制品从最大占用量逐渐减少到零,然后再由零逐渐增加到最大占用量。如图9-4所示。
#p#副标题#e#
4、保险占用量(Z4)
(1)为整个流水线设置的保险占用量,其常集中在流水线的末端用来弥补出现废品和出现生产故障,造成零件供应中断而设置的在制品。
(2)为工作地设置专用保险占用量,日常集中于关键的工作地旁边。
Z4=消除故障时间/工序单件工时
以上可知:Zin=Z1+Z2+Z3+Z4 Zin——车间内部占用量。
5、库存流动占用量(Z5)
它是使车间或流水线之间协调工作而占用的零部件或毛坯数量。它是由于前后两车间或流水线之间生产效率不等以及工作制度(班次或起止时间)不同而形成的在制品的占用量。
Z5=Zin (PL-Ph); 式中:Zin ——生产效率较低的车间或流水线的班产量;PL ——生产效率较低车间或流水线的班次;Ph ——生产效率较高的车间或流水线的班次。
6、车间之间库存保险占用量(Z6)
其与Z4同。
#p#副标题#e#
7、车间之间库存保险占用量(Z7)
它是由于供应车间(或流水线)交付延期或出现大量废品,为保证需用车间正常生产而设置的在制品的占用量。
Z7=Tin/R 式中: Tin——供应车间(或流水线)的恢复间隔期;R——供应车间(或流水线)的生产节拍。
由以上可知:Zst= Z5+ Z6+ Z7
在确定在制品的占用量时,应该注意以下几个问题:
(1)对不同车间(或流水线)应明确哪种占用量在生产中起主导作用。例如:毛坯车间的在制品占用量有工艺、流动和保险占用量三种,其中流动占用量是主要的;机加工车间有工艺、运输、流动和保险四种,其中工艺占用量是主要的。
(2)占用量定额是按一种零件分别计算的,计算时应考虑生产过程的衔接,结合标准作业计划加以确定。然后按存放地点汇总成分零件的占用量定额表。
(3)占用量定额表由生产科编制,财务科估价和核算占用的流动资金。
(4)占用量定额制定后,必须按车间、班组和仓库细分,并把它交给员工讨论核实,使人人关心,共同管好在制品。
(5)占用量定额一经批准,就成为全厂计划工作中的一种非常重要的期量标准,对稳定生产作业计划秩序和协调生产活动有着极重要的作用,应严肃对待,并要注意定额水平的变动情况,定期调整。

