品管七大手法
QC七大手法有:直方图法、数据分层法、控制图法、排列图法、因果图法、散布图 法、调查表法。
一、直方图法
直方图是通过对数据的加工整理,从而分析和掌握质量数据的分布情况和估算工序不合格品率的一种方法。将全部数据分成若干组,以组距为底边,以该组距相应的频数为高,按比例而构成的若干矩形,即为直方图。
直方图可达到如下目的:
1、评估式查验制程;
2、指出采取行动的必要;
3、量测矫正行动的效应;
4、比较机械绩效;
5、比较物料;
6、比较供应商。
二、数据分层法
把搜集来的数据按照不同的目的加以分类进行加工整理的办法称为分层法。分层法能把错综复杂的影响因素分析清楚,使数据能更加明确突出地反映客观实际,分层法经常与其它方法同时使用。
三、散布图(相关图)
散布图是用来表示一组成对的数据之间是否有相关性,这种成对的数据或许是[特性——要因],[特性——特性],[要因——要因]的关系。
四、调查表(又名检查表或查核表)
简单的调查表就是备忘条,将要进行查看的工作项目一项一项地整理出来,然后定期或定时检查,有两种调查表:
#p#副标题#e#
1、点检用调查表
此类表在记录时只做“有、没有”、“好、不好”的注记;如“QC巡回检验记录表”。
2、记录用调查表
记录用查核表用来收集或计数资料,通常使用划记法。
特点:a.规格统一,使用简单方便
b.自行整理数据,提高效率
c.填表过程中,差错事后无法发现,因此应格外仔细
五、因果图(又名特性要因图、鱼骨图)
所谓特要因图,就是将造成某项结果的众多原因,以系统的方式图解之,亦即以图来表达结果(特性)与原因(要因)之间的关系。因其形状像鱼骨,又称“鱼骨图”→从4M1E入手
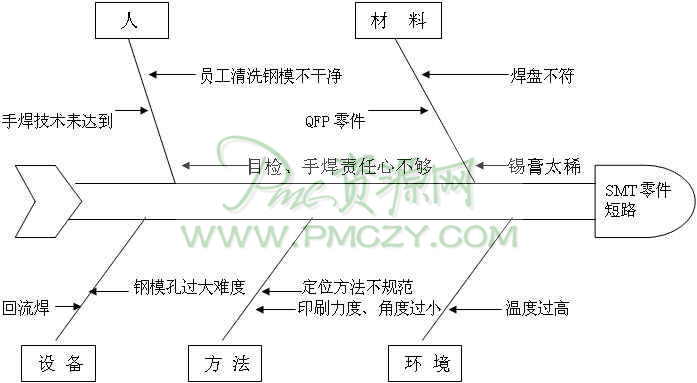
就所搜集的要因,何者影响最大,再由大家轮流发言,经大家磋商后,认为影响较大的予圈上红色圈(特性要因图可以单独使用,也可连接柏拉图使用)
#p#副标题#e#
六、排列图(又名柏拉图)
把数据按项目分类,按每个项目所包括数据的多少,从大到少进行项目排列,并以此作为横坐标,把各项数据发生的频数和所占数的百分比为纵坐标,这样做出的直方图即为排列图。使用排列图是为寻找主要质量问题或影响质量的主要原因,应用了关键的少数、次要的多数的原理。
柏拉图分析的步骤:
1、将要处置的事,以状况(现象)或原因加以层别。
2、纵轴可以表示件数,也可以用不良率表示。
3、决定搜集资料的期间,自何时至何时,作柏拉图资料的依据,期间尽可能定期。
4、各项目依照合计之大小顺位自左至右排列在横轴上。
5、绘上柱状图。
6、连接累积曲线。

#p#副标题#e#
七、控制图
通过图表来显示生产随时间变化的过程中质量波动的情况,特点是动态的能迅速及时地反映动态中的工序质量情况。
1、管制图的实施循环
①在制程中,定时定量随机抽取样本。
②抽取样本做管制特性的量测。
③将结果绘制予管制图上。
④判别有无工程异常或偶发性事故。
⑤对偶发性事故或工程异常采取措施
a.找原因
b.改善对策,应急对策
c.防止再发根本对策
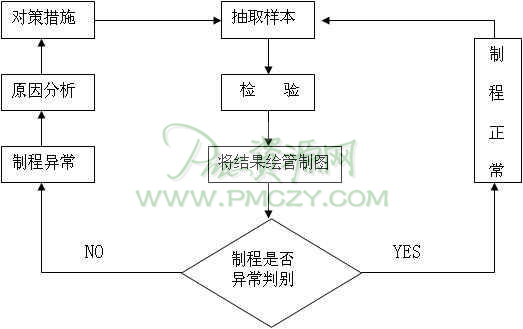
从上图可以看出,管制图的实施步骤是:抽取样本,进行检验,将检验的结果绘制于管制图上,再从管制图来判断工程是否正常,如为不正常,即应采取必要的矫正措施。
#p#副标题#e#
2、管制图分类
①计量值管制图
用于产品特性可测量的,如:长度、重量、面积、温度、时间等连续性数值的数据。
②计数值管制图
用于非可量化的产品特性,如不良数、缺点数等间断性数据,有:
P-CHART:不良率管制图
Pn-CHART:不良数管制图
C-CHART:缺点数管制图
U-CHART:单位缺点数管制图
我们工厂常用的是P-CHART控制图,主要是通过产品的不合格率的变化来控制产品质量。P-CHART图上有中心线(CL)和上下控制界限(UCL,LCL),中心线CL表明不合格品率平均水平(这是由于长期积累的历史数据得出的经验值)。
上控制界限UCL:超出UCL表明生产过程发生不利的变化,应当采取解决措施。
下控制界限LCL:表明生产过程是否发生变化,即使超过LCL也只表明生产过程更加稳定。
在P-CHART图上,可不画中心线及下控制界限。
⑴P-CHART管制图的做法
①先收集近期内的产品,分组并算出不良率。
P=Pn/n=不良个数/总检查数
②计算平均不良率P=ΣPn/Σn=总不良数/总检验数
③计算管制线:
中心线CL=P
上管制限UCL=P+3 P(1-P)/n
下管制限LCL=P-3 P(1-P)/n
#p#副标题#e#
⑵控制图上点不超过控制界限,(此处针对P-CHART图,仅指上控制界限,且凡是点在控制界限上的,均作为超出处理)。
⑶控制图上点的排列分布有缺陷。
排列分布有缺陷是指出现链、偏离、倾向、周期、接近等情况。
a.链:指点连续出现在中心线CL一侧;
5点连:开始注意;
6点连:调查原因;
7点连:必须采取措施。
b.偏离:指点间断地出现在中心线一侧;当连续11点中至少有10点出现在一侧;
连续14点中至少有12点出现在一侧;连续17点中至少有14点出现在一侧;或连续20点中至少有16点出现在一侧;均为异常状况。
c.倾向:指若干点连续上升的情况;
5点连续上升:注意操作方法;
6点连续上升:开始调查原因;
7点连续上升:必须采取措施。
d.周期:指点的上升或下降出现。
e.接近:指点接近中心线或上下控制界限。

