如何确定作业速度与作业时间
班组长只有掌握每天的作业进度,才能如期完成工作。而只有确定作业速度和作业时间,班组长才能掌握每天的作业进度。
一、作业时间
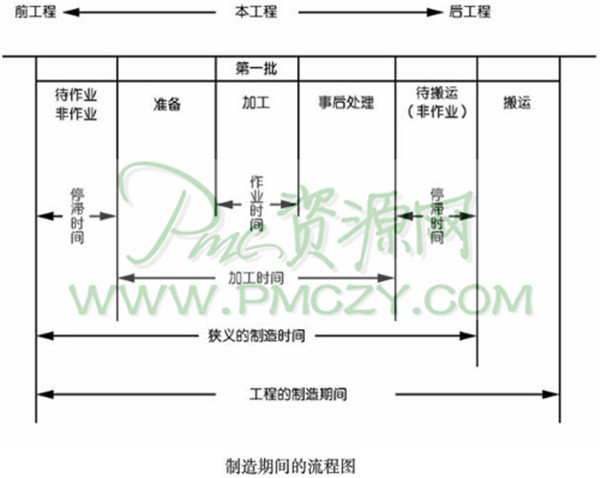
首先,教育员工不要仅以加工(作业)时间来看工作,产品的制造过程,由工程之前的搬入材料或半制品时开始,至转入下一个工程时才算完结,如下图所示。
仅考虑作业的时间,而不管如何加以分析或记录制造时间,要想排除工作场所的差异或浪费,就非常困难了。比如不考虑到工程中的停滞是如何发生,就无法做改善日程的安排。停滞只有以数字来加以控制,工程才可一件接一件而来。
如果同时承办许多工程,就更容易发生因“错综复杂”而增加停滞的现象。比如管理人员不检查清楚,就会提前进料,从而导致现场积压大量的待工材料与半成品。
二、缩短制造日程
班组长在工程受理后,应立即与下属一起检讨工程制造的适当时间,比如待料非作业的时间,准备时间,事后整理的时间,以及等候搬运的日数或时间。各依其代表性物品搜集资料,并以数值来控制非作业的情形。
班组长不但要要求每一个下属认真工作,而且应注意物品的停滞,亦即非作业的情形,也应使下属设法排除或缩短日程。班组长还要以分析的眼光,注意自己职务范围内的物品是以什么过程与时间转移到下一进度的。
三、正常作业速度
现场的班组长时常因为不清楚下属的作业步骤,速度是否正常而发着牢骚。正常与不正常之间有多少差别,有些班组长也无法加以评定。
下属的作业速度,出入是很大的。许多班组长往往只知其出入的大小,而不能作出正确的评定,这是因为班组长接受有关速度评价的教育训练不够所致。又由于虽然有作业标准作为依据,但作业时间仍然会因人而异,所以要视作业者的每一个动作是否能得心应手而定。
一般而言,工作的速度依技术、熟练程度、责任心与身体状况四个因素而定,必须机械工具齐备,才能使作业顺利快捷。同时,作业时的动作,如技术属于同一水准,则要靠作业人员本身的努力,才能使动作更加快速。
对班组长来说,评定速度,是对下属指导监督及制定标准时间所不可或缺的,但这种评价不可单凭班组长的直觉来做。一般情况下,班组长对于正常的速度都有自己的标准,但作业速度评定技术,是为了班组长的速度评定更为客观而设的。
现在以某一作业为例。假定此作业是以标准值88的速度进行,而班组长测为92,这是在±5%的宽放以内,故速度的判断可以认为是正确的。即标准值与评定值(观测值)的差别是在正负5%以内时,这个管理人员的速度评定值是可以供作实际参考应用的。
正常速度的标准是多少?比如把30支针头用双手插入标准的板孔内,需24?6秒时间。正常作业速度,在管理良好的工作场所,对一个熟练工是可以期待的速度。如果管理人员对熟练工高效率的动作还觉得太慢时,他就无法做正确的速度评价了。
#p#副标题#e#
四、标准工时的改善
作业所需的时间,会因工厂的技术、机械设备、工程及使用材料的革新而急速降低,并随着企业的管理能力及作业者熟练度的提高而慢慢地减少。因此,由标准时间可看出一个企业的实力与潜力。
无论做何种工作,其完成必定有正式或非正式的规定作业时间,只是现场的工作,较容易适用这种做法罢了。不过无论在多短的时间里进行作业,如因机械故障和材料用完而起的待修、待料,指示不当而一再商议,或文件不当一再请示等主体作业以外的非作业时间一多,即使再努力设法缩短作业所需的(主体)时间,也无法使作业有所进展。这也就是说,现场管理人员应该注意自己工作场所的主体作业时间与非作业时间的比例。
非生产时间亦叫宽裕时间,通常分为疲劳宽裕、因事宽裕、作业宽裕及职场宽裕等。其细节内容、标准或因行业、工种而有不同,但管理者有责任减少作业宽裕与职场宽裕的时间。
确立技术标准与管理体制,减少不必要的接洽或等待,提高下属的熟练程度,改善作业法,则非作业时间与主体作业时间的比例就会渐渐改进。作业时间中宽裕时间(非作业时间)所占的比率因工作场所、机种、作业之差别而有不同,但最好限定于15%左右。
标准时间=主体作业时间×(1+宽裕率)
此一标准时间,可借助工作的合理化及从业人员能力的提高而有效降低,并由现场管理人员来执行。如果欲减低标准时间,则应按宽裕类别致力于减低非生产作业;试求主体作业的合理化;使作业者彻底认识减低的要点。
五、标准时间的运用原则
标准时间的运用原则有以下四个方面。
①管理者应与下属共同商讨提高标准时间的可行性。
②依照作业标准化决定标准时间。
③标准时间通常是由准备时间、主体作业时间(真正消耗时间),及间隔时间所组成,故应确立各种定义与作业(工作)内容,否则难有衡量准则。
④参考每一个标准时间与工地的标准时间量(纯现场工时)来决定工时管理,并适当地予以运用。
企业中最令人忧虑的,是工作没有规定的标准时间。假如没有新工作,作业者总会拖长时间;如果有了标准时间,就可以按进度作业。标准时间通常以一个单位来表示,因为如此才可以根据工作量明确地订出标准作业的时间量。
工作时,如果不养成以正常速度来进行作业的习惯,则费了一番工夫训练的快动作与工作的连续力将会减退而无法复原。管理者应彻底使作业人员在指定时间内完成指定质量的产品,如此标准时间才有意义。
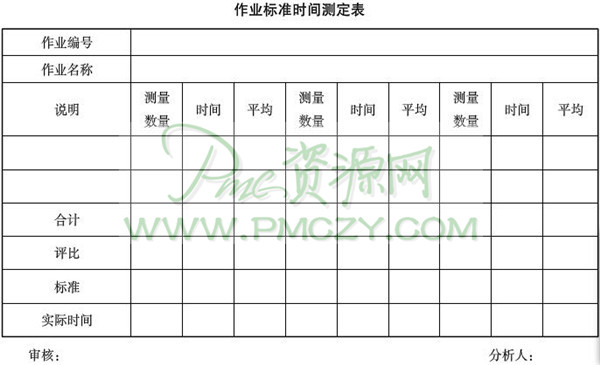
简单地说,标准时间就是以一般的作业能力就能达成目标的时间。其具体内容见下表。
一、作业时间
首先,教育员工不要仅以加工(作业)时间来看工作,产品的制造过程,由工程之前的搬入材料或半制品时开始,至转入下一个工程时才算完结,如下图所示。
仅考虑作业的时间,而不管如何加以分析或记录制造时间,要想排除工作场所的差异或浪费,就非常困难了。比如不考虑到工程中的停滞是如何发生,就无法做改善日程的安排。停滞只有以数字来加以控制,工程才可一件接一件而来。
如果同时承办许多工程,就更容易发生因“错综复杂”而增加停滞的现象。比如管理人员不检查清楚,就会提前进料,从而导致现场积压大量的待工材料与半成品。
二、缩短制造日程
班组长在工程受理后,应立即与下属一起检讨工程制造的适当时间,比如待料非作业的时间,准备时间,事后整理的时间,以及等候搬运的日数或时间。各依其代表性物品搜集资料,并以数值来控制非作业的情形。
班组长不但要要求每一个下属认真工作,而且应注意物品的停滞,亦即非作业的情形,也应使下属设法排除或缩短日程。班组长还要以分析的眼光,注意自己职务范围内的物品是以什么过程与时间转移到下一进度的。
三、正常作业速度
现场的班组长时常因为不清楚下属的作业步骤,速度是否正常而发着牢骚。正常与不正常之间有多少差别,有些班组长也无法加以评定。
下属的作业速度,出入是很大的。许多班组长往往只知其出入的大小,而不能作出正确的评定,这是因为班组长接受有关速度评价的教育训练不够所致。又由于虽然有作业标准作为依据,但作业时间仍然会因人而异,所以要视作业者的每一个动作是否能得心应手而定。
一般而言,工作的速度依技术、熟练程度、责任心与身体状况四个因素而定,必须机械工具齐备,才能使作业顺利快捷。同时,作业时的动作,如技术属于同一水准,则要靠作业人员本身的努力,才能使动作更加快速。
对班组长来说,评定速度,是对下属指导监督及制定标准时间所不可或缺的,但这种评价不可单凭班组长的直觉来做。一般情况下,班组长对于正常的速度都有自己的标准,但作业速度评定技术,是为了班组长的速度评定更为客观而设的。
现在以某一作业为例。假定此作业是以标准值88的速度进行,而班组长测为92,这是在±5%的宽放以内,故速度的判断可以认为是正确的。即标准值与评定值(观测值)的差别是在正负5%以内时,这个管理人员的速度评定值是可以供作实际参考应用的。
正常速度的标准是多少?比如把30支针头用双手插入标准的板孔内,需24?6秒时间。正常作业速度,在管理良好的工作场所,对一个熟练工是可以期待的速度。如果管理人员对熟练工高效率的动作还觉得太慢时,他就无法做正确的速度评价了。
#p#副标题#e#
四、标准工时的改善
作业所需的时间,会因工厂的技术、机械设备、工程及使用材料的革新而急速降低,并随着企业的管理能力及作业者熟练度的提高而慢慢地减少。因此,由标准时间可看出一个企业的实力与潜力。
无论做何种工作,其完成必定有正式或非正式的规定作业时间,只是现场的工作,较容易适用这种做法罢了。不过无论在多短的时间里进行作业,如因机械故障和材料用完而起的待修、待料,指示不当而一再商议,或文件不当一再请示等主体作业以外的非作业时间一多,即使再努力设法缩短作业所需的(主体)时间,也无法使作业有所进展。这也就是说,现场管理人员应该注意自己工作场所的主体作业时间与非作业时间的比例。
非生产时间亦叫宽裕时间,通常分为疲劳宽裕、因事宽裕、作业宽裕及职场宽裕等。其细节内容、标准或因行业、工种而有不同,但管理者有责任减少作业宽裕与职场宽裕的时间。
确立技术标准与管理体制,减少不必要的接洽或等待,提高下属的熟练程度,改善作业法,则非作业时间与主体作业时间的比例就会渐渐改进。作业时间中宽裕时间(非作业时间)所占的比率因工作场所、机种、作业之差别而有不同,但最好限定于15%左右。
标准时间=主体作业时间×(1+宽裕率)
此一标准时间,可借助工作的合理化及从业人员能力的提高而有效降低,并由现场管理人员来执行。如果欲减低标准时间,则应按宽裕类别致力于减低非生产作业;试求主体作业的合理化;使作业者彻底认识减低的要点。
五、标准时间的运用原则
标准时间的运用原则有以下四个方面。
①管理者应与下属共同商讨提高标准时间的可行性。
②依照作业标准化决定标准时间。
③标准时间通常是由准备时间、主体作业时间(真正消耗时间),及间隔时间所组成,故应确立各种定义与作业(工作)内容,否则难有衡量准则。
④参考每一个标准时间与工地的标准时间量(纯现场工时)来决定工时管理,并适当地予以运用。
企业中最令人忧虑的,是工作没有规定的标准时间。假如没有新工作,作业者总会拖长时间;如果有了标准时间,就可以按进度作业。标准时间通常以一个单位来表示,因为如此才可以根据工作量明确地订出标准作业的时间量。
工作时,如果不养成以正常速度来进行作业的习惯,则费了一番工夫训练的快动作与工作的连续力将会减退而无法复原。管理者应彻底使作业人员在指定时间内完成指定质量的产品,如此标准时间才有意义。
简单地说,标准时间就是以一般的作业能力就能达成目标的时间。其具体内容见下表。

