工作测量法操作细则
工作测量法也称模特法,是工业工程(IE)理论中的动作研究的重要内容。用模特法进行生产系统设计,将有助于提高劳动生产率,增加企业的经济效益。
模特法具有形象直观、动作划分简单、好学易记、使用方便的优点。模特法适用于加工、设计、管理、服务等方面,可用于制定时间标准、动作分析等。模特法将动作分为四大类;移动动作、终止动作、身体动作、其他动作,共计21个动作。模特法以MOD为时间单位,1MOD=O.129秒。
一、移动动作
移动动作是指抓住或挪动物件的动作。移动动作分为如下5种:
1、手指动作(M1)
指用手指第三关节前部分进行的动作.每动作一次时间值为1MOD。
2、手的动作(M2)
指手腕关节前部分进行的动作.每次时间值定为2MOD。
3、前臂动作(M3)
指肘关节前部分进行的动作,每次时间值定为3MOD。
4、上臂动作(M4)
指上臀及前面各部分以自然状态伸出的动作,每次时间仪定为4MOD。
5、肩动作(M5)
指整个胳膊伸出再伸直的动作,每次时间值为5MOD。
以手拿着工具反复重复上述的移动动作,称为反射动作,可看做是移动动作的特殊形式,所用的时间值小于正常移动动作。如手指反射时间值为1/2MOD,手反射时间值为1MO,前臂反射时间值为2MOD,上臂反射时间值为3MOD。
二、终止动作
终止动作是指在移动动作之后,动作的终结。动作终结时,操作者的手必定作用于目的物。终止动作有下列6种:
1、触碰动作(Go)
指用手接触目的物的动作,如摸、碰等动作。它仅仅是移动动作的结束,并未进行新的动作,每次动作的时间但定为0MOD。
2、简单抓握(G1)
指在移动动作触及目的物之后,用手指或手掌捏、抓、握物体的动作。简单抓握必须保证目的物附近无妨碍物,动作没有迟疑,每次时间恒定为1MOD。
3、复杂抓捏(G3)
指抓握时要注视,抓握前有迟疑.手指超过两次的动作,每次时间值定为3MOD。
4、简单放下(P0)
指目的物到达目的地之后立即放下的动作,每次时间值定为0MOD。
5、注意放下(P5)
指注视目的物放到目的地的动作。在放置目的物的过程中只允许一次方向与位置
的修正。每次时间值定为2MOD。
6、特别注意放下(P5)
指把目的物准确地放置在规定的位置或进行装配的动作、动作有迟疑,眼睛注视、有两次以上的方向、位置的修正动作,时间值定为5MOD。
#p#副标题#e#
三、身体动作
身体动作是指躯干、下肢的动作,分下列4种类型:
1、踏板动作(F3)
指足颈摆动进行脚踏地的动作,每下踏一次时间值定为3MOD,返回为3MOD。因此往返踏板一次,时间值定为6MOD。
2、步行动作(W5)
指步行或转动身体的动作,每动作一次其时间值定为5MOD。
3、向前探身动作(B17)
指以站立状态弯曲身体、弯腰、单膝跪地,之后再返回站立状态的一个循环过程的动作,每一动作循环时间值定为17MOD。
4、坐和站起动作(S30)
指坐在椅上,站起之后再坐下的动作,每一循环过程时间值定为30MOD。
四、其他动作
其他动作包括以下内容:
1、校正动作(R2)
指改变原来抓握物体方式的动作,但只有独立进行校正动作时才赋予时间值。校正动作其时间值定为2MOD。
2、施压动作(A4)
指作用于目的物推、拉、压的动作,推、拉、压的力在20N以上,并为独立地施压动作,其时间值定为4MOD。
3、曲柄动作(C4)
指以手腕或肘关节为轴心划圆形轨迹的动作,动作时间值定为4MOD。
4、眼睛动作(E2)
指眼睛移动动作或眼睛对准目标的动作,每次动作时间值定为2MOD。在正常视界
内(距眼睛40厘米范围内),不赋予眼睛移动时间值。当眼睛注视范围较广时,颈部需要伴随眼球运动而转动时,其时间值定为6MOD。
5、判断动作(D3)
指在两个动作之间判断要从事的下一动作所需时间的动作,时间值定为3MOD。判断动作一般是在前一动作停止时,判断下一个动作如何进行时发生的。
6、重量修正(L1)
指用手搬运时,不同物体重量所耗用的时间需要经常修正。单手负重,若不足2kg时不做重量修正;每增加4kg重量,单手负重的时间值增加lMOD。双手搬运时应换算为单手搬运进行修正。当物体滑动时,手的负重减轻,用有效重量计算,有效重量为实际重量的1/3;在滚道上滑动时,有效重量为实际重量的1/10。
模特法的动作分类与时间值见下表所示。
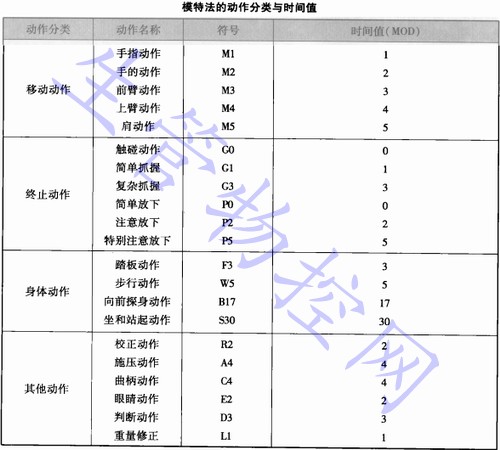
模特法的原理是根据操作时人体动作的部位、动作距离、工作物的重量,然后通过分析和计算,确定标准的操作方法,并预测完成标准动作所需要的时间。模特法的制定比较科学,使用时也十分方便。模特法的实施过程,必然包含着操作方法的改进和工作场地的合理布置,以方便工人操作。
模特法特别适用于手工作业较多的劳动密集型产业,如电子仪表、汽车工业、纺织、食品、建筑、机械等行业。
模特法具有形象直观、动作划分简单、好学易记、使用方便的优点。模特法适用于加工、设计、管理、服务等方面,可用于制定时间标准、动作分析等。模特法将动作分为四大类;移动动作、终止动作、身体动作、其他动作,共计21个动作。模特法以MOD为时间单位,1MOD=O.129秒。
一、移动动作
移动动作是指抓住或挪动物件的动作。移动动作分为如下5种:
1、手指动作(M1)
指用手指第三关节前部分进行的动作.每动作一次时间值为1MOD。
2、手的动作(M2)
指手腕关节前部分进行的动作.每次时间值定为2MOD。
3、前臂动作(M3)
指肘关节前部分进行的动作,每次时间值定为3MOD。
4、上臂动作(M4)
指上臀及前面各部分以自然状态伸出的动作,每次时间仪定为4MOD。
5、肩动作(M5)
指整个胳膊伸出再伸直的动作,每次时间值为5MOD。
以手拿着工具反复重复上述的移动动作,称为反射动作,可看做是移动动作的特殊形式,所用的时间值小于正常移动动作。如手指反射时间值为1/2MOD,手反射时间值为1MO,前臂反射时间值为2MOD,上臂反射时间值为3MOD。
二、终止动作
终止动作是指在移动动作之后,动作的终结。动作终结时,操作者的手必定作用于目的物。终止动作有下列6种:
1、触碰动作(Go)
指用手接触目的物的动作,如摸、碰等动作。它仅仅是移动动作的结束,并未进行新的动作,每次动作的时间但定为0MOD。
2、简单抓握(G1)
指在移动动作触及目的物之后,用手指或手掌捏、抓、握物体的动作。简单抓握必须保证目的物附近无妨碍物,动作没有迟疑,每次时间恒定为1MOD。
3、复杂抓捏(G3)
指抓握时要注视,抓握前有迟疑.手指超过两次的动作,每次时间值定为3MOD。
4、简单放下(P0)
指目的物到达目的地之后立即放下的动作,每次时间值定为0MOD。
5、注意放下(P5)
指注视目的物放到目的地的动作。在放置目的物的过程中只允许一次方向与位置
的修正。每次时间值定为2MOD。
6、特别注意放下(P5)
指把目的物准确地放置在规定的位置或进行装配的动作、动作有迟疑,眼睛注视、有两次以上的方向、位置的修正动作,时间值定为5MOD。
#p#副标题#e#
三、身体动作
身体动作是指躯干、下肢的动作,分下列4种类型:
1、踏板动作(F3)
指足颈摆动进行脚踏地的动作,每下踏一次时间值定为3MOD,返回为3MOD。因此往返踏板一次,时间值定为6MOD。
2、步行动作(W5)
指步行或转动身体的动作,每动作一次其时间值定为5MOD。
3、向前探身动作(B17)
指以站立状态弯曲身体、弯腰、单膝跪地,之后再返回站立状态的一个循环过程的动作,每一动作循环时间值定为17MOD。
4、坐和站起动作(S30)
指坐在椅上,站起之后再坐下的动作,每一循环过程时间值定为30MOD。
四、其他动作
其他动作包括以下内容:
1、校正动作(R2)
指改变原来抓握物体方式的动作,但只有独立进行校正动作时才赋予时间值。校正动作其时间值定为2MOD。
2、施压动作(A4)
指作用于目的物推、拉、压的动作,推、拉、压的力在20N以上,并为独立地施压动作,其时间值定为4MOD。
3、曲柄动作(C4)
指以手腕或肘关节为轴心划圆形轨迹的动作,动作时间值定为4MOD。
4、眼睛动作(E2)
指眼睛移动动作或眼睛对准目标的动作,每次动作时间值定为2MOD。在正常视界
内(距眼睛40厘米范围内),不赋予眼睛移动时间值。当眼睛注视范围较广时,颈部需要伴随眼球运动而转动时,其时间值定为6MOD。
5、判断动作(D3)
指在两个动作之间判断要从事的下一动作所需时间的动作,时间值定为3MOD。判断动作一般是在前一动作停止时,判断下一个动作如何进行时发生的。
6、重量修正(L1)
指用手搬运时,不同物体重量所耗用的时间需要经常修正。单手负重,若不足2kg时不做重量修正;每增加4kg重量,单手负重的时间值增加lMOD。双手搬运时应换算为单手搬运进行修正。当物体滑动时,手的负重减轻,用有效重量计算,有效重量为实际重量的1/3;在滚道上滑动时,有效重量为实际重量的1/10。
模特法的动作分类与时间值见下表所示。
模特法的原理是根据操作时人体动作的部位、动作距离、工作物的重量,然后通过分析和计算,确定标准的操作方法,并预测完成标准动作所需要的时间。模特法的制定比较科学,使用时也十分方便。模特法的实施过程,必然包含着操作方法的改进和工作场地的合理布置,以方便工人操作。
模特法特别适用于手工作业较多的劳动密集型产业,如电子仪表、汽车工业、纺织、食品、建筑、机械等行业。

