合理利用提前期提高生产效率
根据生产专家统计,在生产一个产品时,90%左右的时间都浪费在准备工作上,如材料的领料、材料在车间之间的移动、工序之间的等待当中,产品真正在生产线上跑的时间只占整个生产时间的10%左右。所以,缩短准备工作的时间,可以大大的提高生产效率。
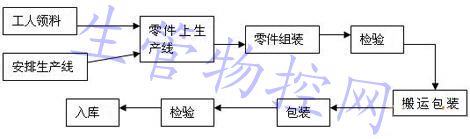
要达到这个目的,我们要先对生产流程有一定的了解,以组套工具的组装为例,谈一下相关方面的经验。若我们要生产如下图所示的组套工具,生产过程是如何的呢?

生产过程图示:
一批产品从完工日期算起倒推到开始日期这段生产周期,称为提前期。对整个生产周期而言,提前期可分为设计提前期、采购提前期、加工提前期、装配提前期等,总计称为总提前期。我们先谈谈装配提前期,看看ERP采取什么手段来尽量的缩短准备时间,提高生产效率。
#p#副标题#e#
对于组装行业来说,提前期一般可以分为如下几类:
1、准备时间
熟悉装配工序,准备生产线,安排装配人员,以及安排生产场所等,这些工作花费的时间,叫做准备时间。通常情况下,为了使每个零件占用的准备时间少一点,都要求有一定的生产批量。装配100个产品与装配500个产品准备时间一样,企业当然优先考虑一次性装配500个产品。
2、排队时间
它指一批零件在工作中心前等待上机器加工的时间。如材料从仓库领出,到上生产线组装中间耽搁的时间。一般来说,存货生产模式下,排队时间可能少些,而在面向订单生产情况下则会长些。此外加工批量大小也会影响排队时间。所以,对于存货式生产的企业,更加要注意,如何控制加工批量,以达到最好的生产效率。
3、装配时间
在工作中心加工或装配的时间,同工作中心的效率、工装设计、人员技术等级有关。它是一种可变提前期,跟产品数量有关,即每批零件加工时间=零件数量×单个零件加工时间。
4、等待时间
即加工完成后等待运往下道工序或存储库位的时间。如零件组装完成后,等待检验的时间,又如检验完成后,材料搬运的时间。搬运设施调配不当或下道工序能力不足往往会增加传送时间。
这四类时间的总和,就是加工件的生产周期。即从下达任务开始到加工完成为止的时间。一般来说,要通过减少装配时间来提高生产效率,效果不会很理想,因为其在生产周期上,占据的时间本来就已经很少;而通过缩短其他时间,因为其基数大,所以,在提高工作效率上,会其到事半功倍的效果。在实际管理中,可以通过改善车间布局、提高物流能力、合理确定库存批量、改进流水线等手段,来缩短提前期。
#p#副标题#e#
从ERP的角度来讲,他主要关心以下几个方面的内容:
1、生产批量的控制
从以上分析我们可以看出,一个合理的生产批量,可以大幅度的减少排队时间、准备时间与等待时间。批量过小,单个产品占据的生产周期就比较长,批量过大,可能导致等待时间过长(搬运能力不足或者下道工序能力不足导致过长的耽搁时间)。
所以,只要企业根据历史的生产数据与生产经验,预先总结出一个合理的生产批量并输入ERP系统,则系统在考虑生产计划时,会考虑生产批量,从而提高生产效率。
2、领料的控制
我们假设一下,我们组装1000套组套工具,做着做着突然发现榔头不够了,在领料时少领了100个。怎么办?生产线只有停下来,相关人员再去开单领料,不一会儿,就半个小时过去了。
为了能够避免这种情况的发生,ERP设计了成套领料的功能,以减少因料不足的准备时间和排队时间,从而缩短生产周期,提高生产效率。
3、产能分析,高效利用瓶颈资源
再以上讲的各个因素中,让生产管理人员最头大的还是关键工序、瓶颈资源造成的生产周期的延长。
因为受企业场地、规模、人力的限制,有时候,整批半成品等待检验;上个工序忙的晕头转向,下道工序闲人一片的现象时有发生。这主要是因为缺乏一个产能分析与工序管理的工具。
ERP提供了产能分析与工序管理的方法。使用ERP管理生产,若公司的产能、工序、工时等数据收集准确的话,ERP系统能帮企业找出瓶颈资源,并在生产排程中,充分利用瓶颈资源,尽量减少因瓶颈资源造成的等待时间的加长。

