生产作业控制的方法
作业控制的方法也在不断的革新,随着MRPⅡ系统的出现,投入/产出的控制方法和优先控制方法逐渐应用在企业的作业控制中。而且,作业控制的方法不断推陈出新,出现了漏斗模型控制和约束理论的控制方法,这些都是作业控制方法的现代进展。
一、优先控制方法
MRPⅡ系统的主要功能就是设置和更新各种零件在车间生产过程中订货期(完工要求),管理人员根据MRPⅡ提出的计划,安排零件在生产中的次序。当有若干种零部件需要同时经某一台机床进行加工时,就必须根据交货期信息确定有关零件的优先权,在“作业计划”中已经介绍了确定优先权的多种方法,但是现在还没有适用于一般情况的算法,最常用的是临界比率法。
临界比率法是零部件与计划交货期之间的间隔与零部件到完工时的间隔之比,根据临界比率可以确定哪些零件滞后于计划,哪些零件超前于计划,临界比率大于1,说明零件超前于计划要求的交货期;临界比率等于1,说明零件正好符合计划要求的交货期;临界比率小于l,说明零件滞后于计划要求。因此,临界比率越小,该批零件加工越紧迫,应该将生产资源优先安排在这批零件上。
#p#副标题#e#
二、投入/产出控制方法
如果待加工的工件数量过多,就有可能在后面的生产中产生积压,造成生产的停滞;如果工件产出太多,对于下一道工序就要有相当长的等待时间,意味着生产周期的延长和生产资源的浪费,投入/产出控制方法的作用就在于控制在车间里排队等待加工件的数量,并由此控制工序生产周期。投入/产出方法的实施可以保证整个生产过程的平稳进行,没有过多的积压和等待加工时间。
投入/产出的着眼点在于生产工序的两头,对工序中投入量和产出量进行控制,主要内容包括:一方面,将实际投入的数量和计划应当投入的数量进行比较,控制投入某一工序的零部件数量;另一方面,比较实际产出与计划规定产出的数量,控制从某一工序流出的零件数量。
采用这些措施的目的是及时修正由于延期或停顿产生的偏差,使新投入某一工序加工的零件数量不要过多地超过从该工序加工结束待运出零件的数量。当然,对于不同的工序而言,投入的含义是不同的。投入/产出可以控制第一个工序的投入,但是以后每个工序的“投入”其实就是上一道工序的产出,所以,投入实际就是控制上一道工序输出量的大小。
#p#副标题#e#
三、“漏斗”模型
从存量控制的思想出发,20世纪90年代,德国汉诺威大学的Bechte和Wiendall等人提出了“漏斗模型”(Funnel model)。所谓“漏斗”,是为了方便地研究生产系统而做出的一种形象化描述。一台机床、一个班组、一个车间乃至一个工厂,都可以看作是一个“漏斗”。作为“漏斗”的输入,可以是上道工序转来的加工任务,也可以是来自用户的订货;作为“漏斗”的输出,可以是某工序完成的加工任务,也可以是企业制成的产品.而“漏斗”中的液体,则表示累积的任务或在制品。液体的量则表示在制品量,如图9—11所示。
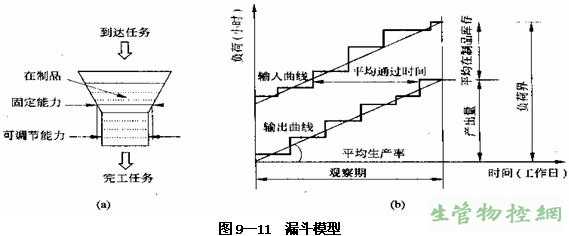
“漏斗”模型通过分析生产系统工序通过时间和在制品占用量的关系,形成了完整的基于负荷导向的作业控制理论和方法。“漏斗模型”很适合于多品种中小批量生产系统计划与控制。图9—11中(a)图漏斗的开口大小表示生产能力,它是可以调整的。液面高低表示累积任务量的大小。图9—11 (b)图为输入输出图。该图包括输入曲线和输出曲线,它们分别描述工件的到达情况和完成情况。横坐标为时间,通常以日为单位;纵坐标为工作负荷,通常以小时表示。曲线的垂直段表示某天到达或完成的一个或多个工件所包含的工作量;水平段表示相邻两个到达或完成的任务之间的时间间隔。如果运输时间不变,输入曲线与上道工序的输出曲线相对应。输入曲线和输出曲线表示在一定观察期内任务到达的累积情况和任务完成的累积情况,它们可以从过去任何一天开始构造到现在。实际上,几周时间已足够。两条曲线任一时刻垂直方向的距离表示该时刻在制品占用量(以工作量表示),两条曲线的水平距离表示相应工作任务在该工作地停留的时间。通过对生产负荷的控制调整产出的进度,检测产出的时间,同时对产出进行一定的更正,有效地提高了管理效率。
#p#副标题#e#
由于管理所侧重的方面不同,“漏斗”模型在进行作业控制的时候又可以分为3种基本的形式。
1、监控车间生产过程
在这种形式中,可以利用“漏斗模型”对整个生产系统进行整体和动态的监控,而不仅仅是传统意义上的对某道工序进行监控,能够从整体上把握整个生产过程的进程。在实施生产系统监控时,主要包括两方面内容:一方面,编制监测流程图,监测生产任务从计划到加工结束期间全过程的情况,进而提高整个生产过程中的管理效率。另一方面,建立相应的生产监控和诊断系统,对各个工序的工作情况,进行定期的跟踪,计算相关指标,根据实际指标和计划指标之间的偏差对生产进行调整。这种调整是渐进的、动态的,直到调整到最优为止。
2、按交货期做出加工任务的计划并且进行控制
这也是建立在现代的柔性制造理论基础上的方法。传统的作业控制理论认为,特定时间的特定工序,加工能力是一定的,因此,安排计划时应尽量排满就可以了。然而,现代柔性制造理论认为,加工能力应该而且能够进行经常性的调整。适时的调整加工能力可以有效地降低库存和在制品的数量,缩短生产的周期,保证按照制订的时间交货。因此,在下达生产任务时,可以用工序通过时间的缓冲时间,找出对该工序能力要求的一定变化范围,确定投料时间,使工序能力始终处于最佳状态。
3、根据生产的实际负荷控制生产的投入指令
按照负荷导向型的计划,依负荷释放任务,根据现有的生产任务和加工能力确定任务和原材料的投放数量。首先,根据生产任务的紧急程度进行安排;第二,确定允许投入物料的界限和时间安排;第三,根据交货期的要求,对所有的加工任务进行排序,在此,计划提前期是管理人虽预先设定的参数,对交货期界限以外的任务暂不安排加工,防止过早投料;最后,根据排序结果,对交货期紧急的任务优先安排,同时应保证与该生产任务相关工序的负荷不超过其负荷界限。

