JIT(准时化)生产方式
MRP(制造资源计划)是将与需求以及备品目的前置期和库存量相关的信息集中至一处,从而决定各个品目的着手时期和生产量并发出指示的生产管理手法。其目的是在必要的时间内生产必要数量的必要产品。以在必要的时间内供给必要数量的必要产品为目的的还有另外一种代表性生产管理系统,这就是JIT(准时化)生产方式。在JIT生产方式中,“必要时间”包含了客户所必需的时间,它以巧妙协调客户与生产者之间的利害关系为目的。
客户往往要求在必要的时间内生产必要的产品,而客在目前看来,其要求多是多品种且数量相对较少。而生产者在制造产品时,会希望尽可能地进行高效率的生产,因此希望不用更换作业程序而大量制造相同的产品。另外,如果要随时满足客户要求的话,就有必要对每个品种都持有大量的库存。但另一方面,从财务方面来说,又不希望持有大量的库存。也就是说,对外(客户)有必要在客户所必需的时间内供给必要数量的必要产品的同时,对内(生产现场)调控工序和产品库存,以防止作业人员和设备空闲,确保生产的顺利进行。
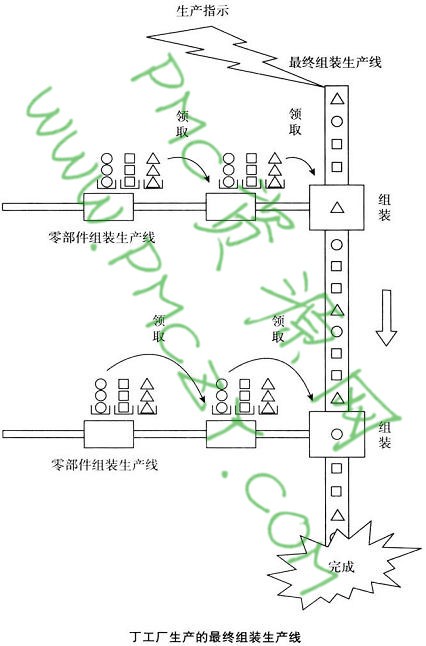
可以说,JIT生产方式就是为了协调客户的要求与生产方的实际产能并适当维持库存量以在必要时间内供给必要数量的必要产品而构想出来的生产管理系统。在JIT生产中,所有的工序都要根据下一道工序的指示和要求,生产必要数量的必要产品。采用这一方式的话,仅仅通过向最终工序下达基于市场需求的生产指示,前道工序也可以通过零部件的领取而得到生产指示。
但是,如果前道工序只生产后道工序所领取的产品数量的话,即便是能够满足客户的要求,也无法实现控制库存并防止作业人员和设备空闲的流畅生产。因此,为了构筑能够合理应对市场要求的生产结构,在JIT生产中导入了如下几个概念。
均衡化生产
JIT生产方式的特征是后道工序领取方式。然而,单单生产后道工序所领取的产品数量的话,在后道工序指示的生产数量出现变动的情况下,前道工序也会相应地增减生产数量。生产数量有所增减的话,生产所需要的产能就会发生变动,就会出现设备和作业人员的空闲或者不足。因此,在JIT生产方式中,将每个月的需求量除以运转天数,使得每天的生产数量相同,以防止出现生产能力的过剩或者是不足,这就是均衡化。
 #p#副标题#e#
#p#副标题#e#
混流生产
在生产若干周期长短不同的产品的生产线中,存在集中生产相同周期时间产品的倾向。但是,这样一来,从前道工序领取零部件的间隔会因产品的不同而出现差异,生产的变动就会加大。为了缓冲功能,就需要持有较多的库存。为了避免这种情况,在JIT生产中会设定能够让所有品目在较短周期内反复进行的生产顺序。这样一来,在一定时间内领取的零部件的数量就会固定,从而能够控制库存量。而各种产品在一条生产线上按照一定的周期反复进行生产的方式就称为“混流方式”。
同期生产
在均衡化生产和混流生产中,即便每天定量生产各个品种的产品,也并非能够在必要的时期内供给必要的产品。在前后工序或者品种之间所需加工时间不一致的话,领取零部件和生产零部件的时机就会不吻合,从而导致出现设备和作业人员空闲以及必要零部件的不足或是多余的库存。
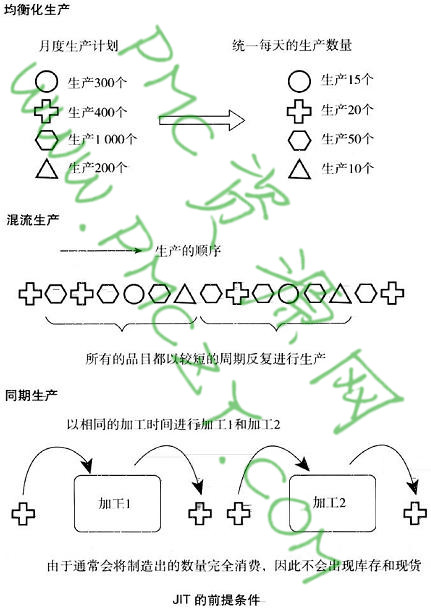
因此,在JIT生产中为了能够在必要的时间内向下一道工序提供必要数量的必要零部件,就需要统一前后工序的周期时间,这称为“同期化”。为了进行同期化,会通过作业分析和改善来缩短作业时间,并变更要素作业的组合等,从而对各道工序进行调整和编排以使其周期时间相同。
#p#副标题#e#
但是,如果质量不稳定、不良品率高的话,就无法确保生产出被领取的数量,同期生产随之解体,因此质量的稳定便成为必要条件。此外,即使导入了这些概念,如果市场需求没有正确传递给工厂的话,就无法在必要的时间内生产必要数量的产品。因此,JIT生产方式的前提条件就是正确且缜密的需求预测和生产计划。
例如,在汽车制造工厂中大致经过如下阶段以制订高精度生产计划。
①根据每年的需求预测和业绩,每月制订从下月开始三个月之内的生产计划。其中,要确保下月计划中的品目和生产数量均衡化。
②在参考来自销售部门信息的同时,以天为单位,制定每旬(十天)的生产计划。
③在参考个别细微规格相关信息的同时,在生产的两天之前决定投入顺序。
与这些生产计划同时进行的,还有以每月的生产计划为基础,向制造零部件的合作公司提供内部信息。
但是,实际的制造指示取决于从最终组装工序领取看板方式在该汽车制造工厂中,用于后道工序向前道工序发出零部件制造指示的系统就是“看板方式”。“看板”指的是有时作为现货票,有时作为生产指示票以发挥功能的一种传票。该案单独或者是随着零-部件的移动单位(集装箱和底托)在工序内和工序之间移动,并指示生产和领取工作。
 #p#副标题#e#
#p#副标题#e#
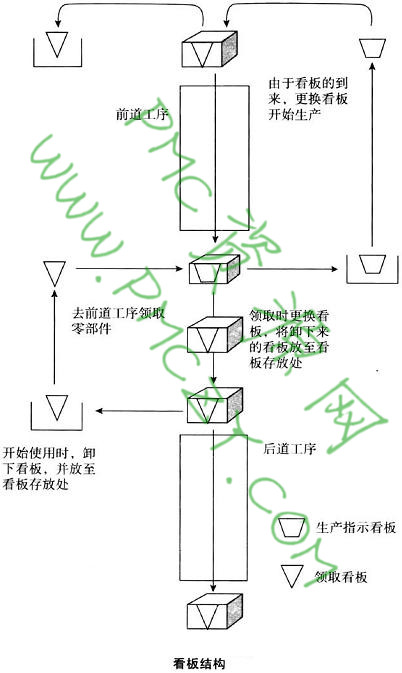
看板上记载了零部件名称、容器的收纳数量、搬运目的地、存放处、交纳时间和交纳频率等生产和搬运所必需的信息。根据能对看板进行分类的话,可分为在工序间循环并进行生产指示的“生产指示看板”和在工序间循环并指示从前道工序领取零部件的“领取看板”两种。
1、生产指示看板(狭义的看板、信号看板等)
在工序的前后设置了库存点的工序中,在装入了库存(该工序的成品)的集装箱上挂上看板。
①后道工序从库存场所领取自身工序的生产所必需的零部件。
②在领取时,卸下挂在集装箱上的看板,放置到被称为“看板位置”的看板存放处。
③看板在指定的时机运至工序,成为生产开始的指示。
④生产指示看板与从前道工序领取的零部件一起在工序内移动,加工完成后看板在库存场一所被挂到集装箱上,等待零部件被领取。
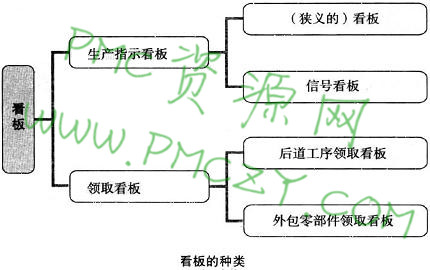
2、领取看板(工序间领眼看板、外包零部件领取看板等)
①在工序的前后设置了库存场所的工序中,将领取看板挂在工序_之前库存产品的集装箱上。
②由于该工序是根据生产指示进行加工的,因此在工序开始之前到库存场所领取零部件。
③在领取时卸下集装箱上悬挂的看板,并放至看板存放处。
④看板在指定的时间被搬运至工序完成后的库存场所(前道工序的-成品存放处),根据看板的指一示,领取指定数量的指定零部件并挂上看板搬运至下一道工序。
综上所述,JIT生产可以表示为同期化后的前道工序根据正确的需求预测或者生产计划被均衡化,并将混流生产中后道工序领取零部件的行为作为生产指示,生产必要数量的必要产品的系统。
客户往往要求在必要的时间内生产必要的产品,而客在目前看来,其要求多是多品种且数量相对较少。而生产者在制造产品时,会希望尽可能地进行高效率的生产,因此希望不用更换作业程序而大量制造相同的产品。另外,如果要随时满足客户要求的话,就有必要对每个品种都持有大量的库存。但另一方面,从财务方面来说,又不希望持有大量的库存。也就是说,对外(客户)有必要在客户所必需的时间内供给必要数量的必要产品的同时,对内(生产现场)调控工序和产品库存,以防止作业人员和设备空闲,确保生产的顺利进行。
可以说,JIT生产方式就是为了协调客户的要求与生产方的实际产能并适当维持库存量以在必要时间内供给必要数量的必要产品而构想出来的生产管理系统。在JIT生产中,所有的工序都要根据下一道工序的指示和要求,生产必要数量的必要产品。采用这一方式的话,仅仅通过向最终工序下达基于市场需求的生产指示,前道工序也可以通过零部件的领取而得到生产指示。
但是,如果前道工序只生产后道工序所领取的产品数量的话,即便是能够满足客户的要求,也无法实现控制库存并防止作业人员和设备空闲的流畅生产。因此,为了构筑能够合理应对市场要求的生产结构,在JIT生产中导入了如下几个概念。
均衡化生产
JIT生产方式的特征是后道工序领取方式。然而,单单生产后道工序所领取的产品数量的话,在后道工序指示的生产数量出现变动的情况下,前道工序也会相应地增减生产数量。生产数量有所增减的话,生产所需要的产能就会发生变动,就会出现设备和作业人员的空闲或者不足。因此,在JIT生产方式中,将每个月的需求量除以运转天数,使得每天的生产数量相同,以防止出现生产能力的过剩或者是不足,这就是均衡化。
#p#副标题#e#混流生产
在生产若干周期长短不同的产品的生产线中,存在集中生产相同周期时间产品的倾向。但是,这样一来,从前道工序领取零部件的间隔会因产品的不同而出现差异,生产的变动就会加大。为了缓冲功能,就需要持有较多的库存。为了避免这种情况,在JIT生产中会设定能够让所有品目在较短周期内反复进行的生产顺序。这样一来,在一定时间内领取的零部件的数量就会固定,从而能够控制库存量。而各种产品在一条生产线上按照一定的周期反复进行生产的方式就称为“混流方式”。
同期生产
在均衡化生产和混流生产中,即便每天定量生产各个品种的产品,也并非能够在必要的时期内供给必要的产品。在前后工序或者品种之间所需加工时间不一致的话,领取零部件和生产零部件的时机就会不吻合,从而导致出现设备和作业人员空闲以及必要零部件的不足或是多余的库存。
因此,在JIT生产中为了能够在必要的时间内向下一道工序提供必要数量的必要零部件,就需要统一前后工序的周期时间,这称为“同期化”。为了进行同期化,会通过作业分析和改善来缩短作业时间,并变更要素作业的组合等,从而对各道工序进行调整和编排以使其周期时间相同。
#p#副标题#e#
但是,如果质量不稳定、不良品率高的话,就无法确保生产出被领取的数量,同期生产随之解体,因此质量的稳定便成为必要条件。此外,即使导入了这些概念,如果市场需求没有正确传递给工厂的话,就无法在必要的时间内生产必要数量的产品。因此,JIT生产方式的前提条件就是正确且缜密的需求预测和生产计划。
例如,在汽车制造工厂中大致经过如下阶段以制订高精度生产计划。
①根据每年的需求预测和业绩,每月制订从下月开始三个月之内的生产计划。其中,要确保下月计划中的品目和生产数量均衡化。
②在参考来自销售部门信息的同时,以天为单位,制定每旬(十天)的生产计划。
③在参考个别细微规格相关信息的同时,在生产的两天之前决定投入顺序。
与这些生产计划同时进行的,还有以每月的生产计划为基础,向制造零部件的合作公司提供内部信息。
但是,实际的制造指示取决于从最终组装工序领取看板方式在该汽车制造工厂中,用于后道工序向前道工序发出零部件制造指示的系统就是“看板方式”。“看板”指的是有时作为现货票,有时作为生产指示票以发挥功能的一种传票。该案单独或者是随着零-部件的移动单位(集装箱和底托)在工序内和工序之间移动,并指示生产和领取工作。
#p#副标题#e#看板上记载了零部件名称、容器的收纳数量、搬运目的地、存放处、交纳时间和交纳频率等生产和搬运所必需的信息。根据能对看板进行分类的话,可分为在工序间循环并进行生产指示的“生产指示看板”和在工序间循环并指示从前道工序领取零部件的“领取看板”两种。
1、生产指示看板(狭义的看板、信号看板等)
在工序的前后设置了库存点的工序中,在装入了库存(该工序的成品)的集装箱上挂上看板。
①后道工序从库存场所领取自身工序的生产所必需的零部件。
②在领取时,卸下挂在集装箱上的看板,放置到被称为“看板位置”的看板存放处。
③看板在指定的时机运至工序,成为生产开始的指示。
④生产指示看板与从前道工序领取的零部件一起在工序内移动,加工完成后看板在库存场一所被挂到集装箱上,等待零部件被领取。
2、领取看板(工序间领眼看板、外包零部件领取看板等)
①在工序的前后设置了库存场所的工序中,将领取看板挂在工序_之前库存产品的集装箱上。
②由于该工序是根据生产指示进行加工的,因此在工序开始之前到库存场所领取零部件。
③在领取时卸下集装箱上悬挂的看板,并放至看板存放处。
④看板在指定的时间被搬运至工序完成后的库存场所(前道工序的-成品存放处),根据看板的指一示,领取指定数量的指定零部件并挂上看板搬运至下一道工序。
综上所述,JIT生产可以表示为同期化后的前道工序根据正确的需求预测或者生产计划被均衡化,并将混流生产中后道工序领取零部件的行为作为生产指示,生产必要数量的必要产品的系统。

