流水线作业排序问题
流水作业排序问题的基本特征是每个工件的加工路线都一致。在流水生产线上制造不同的零件,遇到的就是流水作业排序问题。我们说加工路线一致,是指工件的流向一致,并不要求每个工件必须经过加工路线上每台机器加工。如果某些工件不经某些机器加工,则设相应的加工时间为零。
一般说来,对于流水作业排序问题,工件在不同机器上的加工顺序不尽一致。但本节要讨论的是一种特殊情况,即所有工件在各台机器上的加工顺序都相同的情况。这就是排列排序问题。流水作业排列排序问题常被称作“同顺序”排序问题。对于一般情形,排列排序问题的最优解不一定是相应的流水作业排序问题的最优解,但一般是比较好的解;对于仅有2台和3台机器的特殊情况,可以证明,排列排序问题下的最优解一定是相应流水作业排序问题的最优解。
这里只讨论排列排序问题。但对于2台机器的排序问题,实际上不限于排列排序问题。
#p#副标题#e#
一、最长流程时间Fmax的计算
这里所讨论的是n/m/P /Fmax,问题,其中n为工件数, m为机器数,P表示流水线作业排列排序问题,Fmax为目标函数。目标函数是使最长流程时间最短,最长流程时间又称作加工周期,它是从第一个工件在第一台机器开始加工时算起,到最后一个工件在最后一台机器上完成加工时为止所经过的时间。由于假设所有工件的到达时间都为零(ri=0, i= 1,2,…,n),所以Fmax等于排在末位加工的工件在车间的停留时间,也等于一批工件的最长完工时间Cmax。
设n个工件的加工顺序为S=(S1,S2,S3,…,Sn),其中Si为第i位加工的工件的代号。以 表示工件Si在机器 M k上的完工时间, 表示工件Si在 Mk上的加工时间,k= 1,2,…,m; i=1,2,…,n,则 可按以下公式计算:

#p#副标题#e#
在熟悉以上计算公式之后,可直接在加工时间矩阵上从左向右计算完工时间。下面以一例说明。
例9.4 有一个6/4/p/F max问题,其加工时间如表9—6所示。当按顺序S=(6,1,5,2,4,3)加工时,求 Fmax 。

解:按顺序S=(6,l,5,2,4,3)列出加工时间矩阵,如表9-7所示。

按式(9.1)进推,将每个工件的完工时间标在其加工时间的右上角。对于第一行第一列,只需把加工时间的数值作为完工时间标在加工时间的右上角。对于第一行的其它元素,只需从左到右依次将前一列右上角的数字加上计算列的加工时间,将结果填在计算列加工时间的右上角。对于从第二行到第m行,第一列的算法相同。只要把上一行右上角的数字和本行的加工时间相加,将结果填在加工时间的右上角;从第2列到第n列,则要从本行前一列右上角和本列上一行的右上角数字中取大者,再和本列加工时间相加,将结果填在本列加工时间的右上角。这样计算下去,最后一行的最后一列右上角数字,即为 ,也是Fmax。计算结果如表9-7所示。本例 Fmax =46。
,也是Fmax。计算结果如表9-7所示。本例 Fmax =46。
#p#副标题#e#
二、n/2/F/ F max 问题的最优算法
对于n/2/F/ F max 问题,F 表示流水线作业排序问题。著名的Johnson算法是S.M.Johnson于1954年提出了一个有效算法。为了叙述方便,ai以Ji表示 在M1上的加工时间,以bi 表示Ji 在M2上的加工时间。每个工件都按M1 → M2的路线加工。Johnson算法建立在Johnson法则的基础之上。Johnson法则为:如果
min(ai , bj )<min( aj , bi) (9.3)
则Ji应该排在Jj之前。如果中间为等号,则工件i既可排在工件j之前,也可以排在它之后。
按式(9.3)可以确定每两个工件的相对位置,从而可以得到n个工件的完整的顺序。但是,这样做比较麻烦。事实上,按Johnson法则可以得出比较简单的求解步骤,我们称这些步骤为Johnson算法。
Johnson算法:
(1)从加工时间矩阵中找出最短的加工时间。
(2)若最短的加工时间出现在M1上,则对应的工件尽可能往前排;若最短加工时间出现在M2上,则对应工件尽可能往后排。然后,从加工时间矩阵中划去已排序工件的加工时间。若最短加工时间有多个,则任挑一个。
(3)若所有工件都已排序,停止。否则,转步骤(1)。
例9.5 求表9-8所示的6/2/F/Fmax 问题的最优解。
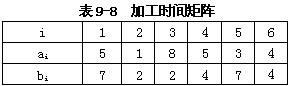
解:应用Johnson算法。从加工时间矩阵中找出最短加工时间为1个时间单位,它出现在M1上。所以,相应的工件(工件2)应尽可能往前撑。即,将工件2排在第1位。划去工件2的加工时间。余下加工时间中最小者为2,它出现在M2上,相应的工件(工件3)应尽可能往后排,于是排到最后一位。划去工件3的加工时间,继续按Johnson算法安排余下工件的加工顺序。求解过程可简单表示如下:
将工件2排第1位 2
将工件3排第6位 2 3
将工件5排第2位 2 5 3
将工件6排第3位 2 5 6 3
将工件4排第5位 2 5 6 4 3
将工件1排第4位 2 5 6 1 4 3
最优加工顺序为s=(2,5,6,1,4,3)。求得最优顺序下的Fmax=28。
#p#副标题#e#
三、一般n/m/P/F max 问题的启发式算法
对于3台机器的流水车间排序问题,只有几种特殊类型的问题找到了有效算法。对于一般的流水车间排列排序问题,可以用运筹学中的分支定界法。用分支定界法可以保证得到一般n/m/P/F max 问题的最优解。但对于实际生产中规模较大的问题,计算量相当大,以至用计算机也无法求解。同时,还需考虑经济性。如果为了求最优解付出的代价超过了这个最优解所带来的好处,也是不值得的。
为了解决生产实际中的排序问题,人们提出了各种启发式算法。启发式算法以小的计算量得到足够好的结果,因而比较实用。下面介绍用Palmer法求一般n/m/P/F max问题近优解的启发式算法。
1965年,D.S.Palmer提出按斜度指标排列工件的启发式算法,称之为 Palmer法。工件的斜度指标可按下式计算:

式中,m为机器数;pik为工件i在Mk上的加工时间。
按照各工件λi不增的顺序排列工件,可得出令人满意的顺序。
例9.6 有一个4/3/F/F max 问题,其加工时间如表9-9所示,用Palmer法求解。

解:对于本例,式(9-4)变成:
λi =-Pi1+Pi3
于是,λ1 = -P11+P13=-1+4=3
λ2 = -P21+P23=-2+5=3
λ3 =- P31+P33=-6+8=2
λ4 = -P41+P43=-3+2=-1
按λi 不增的顺序排列工件,得到加工顺序(1,2,3,4)和(2,1,3,4),恰好这两个顺序都是最优顺序。如不是这样,则从中挑选较优者。在最优顺序下, F max =28。

