焊接技术(助焊剂 FLUX)
助焊剂是焊接过程中不可缺少的辅料,在波峰焊中助焊剂和合金焊料分开使用,而在再流焊中,助焊剂则作为焊膏的重要组成部分。焊接效果的好坏,除了与焊接工艺、元器件和印刷板的质量有关外,助焊剂的选择是十分重要的,性能良好的助焊剂应具有以下作用:
①除去焊接表面的氧化物。
②防止焊接时焊料和焊接表面的氧化 。
③降低焊料的表面张力。
④有利于热量传递到焊接区。
一、特性
为充分发挥助焊剂的作用,对助焊剂的性能提出了各种要求,主要有以下几方面:
1.具有除表氧化物、防止再氧化、降低表面张力等特性,这是助剂必需具备的基本性能。
2.熔点比焊料低,在焊料熔化之前,助焊剂要先熔化,才能充分发挥助焊作用。
3.浸润扩散速度比熔化焊料快,通常要求扩展率在90%左右或90%以上。
4.粘度和比重比焊料小,粘度大会使浸润扩散困难,比重大就不能覆盖焊料表面。
5.焊接时不产生焊珠飞溅,也不产生毒气和强烈的刺激性臭味。
6.焊后残渣易于去除,并具有不腐蚀、不吸湿和不导电等特性。
7.不沾性、焊接后不沾手,焊点不易拉尖。
8.在常温下贮稳定。
二、化学组成
传统的助焊剂通常以松香为基体:松香具有弱酸性和热熔流动性,并具良好的绝缘性、耐湿性,无毒性和长期稳定性,是不可多得的助焊材料。目前在SMT中采用的大多是以松香为基体的活性助焊剂,通用的助焊剂还包括以下成分:
1. 活性剂
活性剂是为了提高助焊能力而在焊剂中加入的活性物质。
2. 成膜物质
加入成膜物质,能在焊接后形成一层紧密的有机膜,保护了焊点和基板,具有防腐蚀性和优良的电气绝缘性。
3. 添加剂
添加剂是为适应工艺和工艺环境而加入的具有特殊物理的化学性能的物质,常用的添加剂有:
调节剂 为调节助焊剂的酸性而加入的材料。
消光剂 能使焊点消光,在操作和检验时克服眼睛疲劳和视力衰退。
缓蚀剂 加入缓蚀剂能保护印制板和元器件引线,具有防潮、防霉、防腐蚀性,又保持了优良的可焊性。
光亮剂 能使焊点发光
阻燃剂 为保证使用安全,提高抗燃性而加入的材料。#p#副标题#e#
4. 溶剂
①对助焊剂中各种固体成分均具有良好的溶解性。
②常温下挥发程度适中,在焊接温度下迅速挥发。
③气味小、毒性小。
三、助焊剂的分类
1. 按状态分有液态、糊状和固态三类。
2. 常温下挥发程度适中,在焊接温度下迅速挥发。
3. 按助焊剂的活性大小分:未活化、低活化、适度活化和高度活化四类。
4. 按化学成分分为三大类,即:无机系列、有机系列和树脂系列。
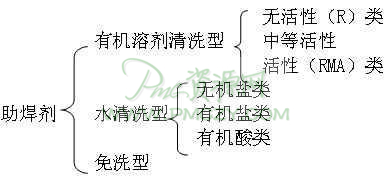
5. 按残留物的溶解性能,将助焊剂分为如下三类:
四、选用原则
助焊剂的选择一般考虑以下几点:助焊效果好、无腐蚀、高绝缘、耐湿、无毒和长期稳定,但还需根据不同的焊接对象来选用不同的焊剂。
1.不同的焊接方法需用不同状态的助焊剂,波峰焊应用液态助焊剂,再流焊应用糊状助焊剂。
2.当焊接对象可焊性好时不必采用活性较强的助焊剂,当焊接对象可焊性差时必须采用活性较强的助焊剂,在SMT中最常用的是中等活性的助焊剂。
3. 清洗方式不同,要用不同类型的肋焊剂。

