工作轮班组织方法的管理要点
轮班工作法是一种在每天内组织几个工作班轮流进行生产的劳动组织制度。
一、轮班组织需解决的问题
轮班工作的组织需解决的主要问题有两个,即如何倒班和轮休。
(1)倒班。
在实行多班制的情况下,例如在三班生产情况下(一般夜班为0时至8时,早班为8时至16时,中班为16时至24时),由于各个轮班的工作条件有很大差别,特别是进行夜班生产对员工的生活和健康有较大影响,所以不能固定地由某一些人长期做一种班次,必须在各班员工之间定期倒换班次,即进行倒班。倒班的方式有两种:
①正倒班,即在轮换班次时,各个工作班都按夜、早、中的正顺序倒班,即原来上夜班的倒早班,上早班的倒中班,上中班的倒夜班。
②反倒班,即在轮换班次时,各个工作班都按夜、中、早的反顺序倒班,即原来上夜班的倒中班,上中班的倒早班,上早班的倒夜班。
这两种倒班方式,分别适用于不同的条件,但一般以正倒班为好。因为正倒班与人体生物钟的顺转相符,有利于解除员工的疲劳。
(2)轮休。
在实行多班制的情况下,如果全年内每天都组织生产,公休假日和法定节日也不间断,员工就无法实行统一的公休日。这就必须配备替休人员,组织轮流休息,简称轮休。
二、轮班工作的种类
(1)两班制。
两班制即每天分早、中两个班次组织生产,每班工作8小时,交接班时间可根据实际情况决定,一般不上夜班。两班制有利员工健康,便于维护、保养机器设备,但只能在工艺过程可以间断的企业或车间实行。
(2)三班制。
三班制即每天分夜、早、中三个班次组织生产,每班工作8小时。也有为照顾夜班休息,规定夜班为7小时,早班为9小时,中班为8小时的,但不便于分班计算考核产量。三班制根据公休日是否组织生产,可分为间断性三班制和连续性三班制两种形式。在工艺过程不能间断的企业或车间里,连续性三班制是最广泛采用的形式。
(3)四班制。
四班制即每天分四个工作班次组织生产。其中又分为四班8小时交叉作业制(简称四八交叉作业制)和四班6小时工作制(简称四六工作制)等形式。这些形式只在一些特殊的行业里实行。
三、轮班工作的组织方法
(1)两班制。
两班制的倒班方法比较简单,一般是员工每周倒换一次班次,即这一周上早班,下一周上中班,再下一周又上早班。
如果公休日工作照常进行,则在两个工作轮班里每班都配备替休人员。由于员工是工作6个工作日休息1天,故替休人员按6与1的比例配备,即6个员工能够进行的工作配备7个人,其中每天都有1个人轮休。
(2)间断性三班制。
即每天分夜、早、中三个班次组织生产,公休日停止生产,员工一起休息,公休日后倒换班次。这种方法适用于工艺过程可以间断的生产单位。
在间断性三班制中,正倒班和反倒班两种形式都可采用,因为是在公休日后倒班,可使倒班时间和公休日结合起来,能保证员工得到充分休息。但还是以采取正倒班形式为好,因为除了上述原因外,公休日前最后一班(中班)的员工,就是公休日后第一班(夜班)的员工,可以避免因为公休日全部停止生产而使工作无法交接的现象,有利于保证工作的连贯性。
 #p#副标题#e#
#p#副标题#e#
#p#副标题#e#
(3)连续性三班制。
连续性三班制即全年内除设备检修等时间外,每天全部分夜、早、中三个班次组织生产,公休假日和法定节日也不间断。这种方式广泛实行于生产过程不允许中断的企业中。实行连续性三班制,除了必须正确解决倒班问题外,更要合理地组织员工轮休。按照轮休组织方法的不同,连续性三班制又分为三班轮休制、三班半轮休制、四班轮休制(即“四班三运转”)三种。
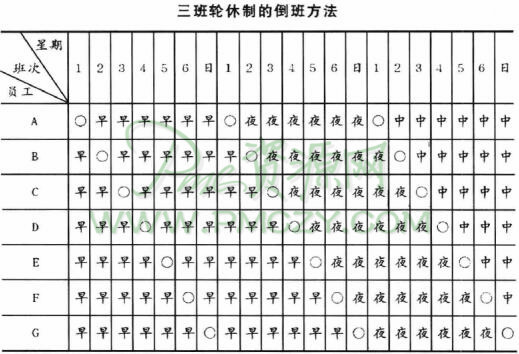
①三班轮休制。即在三个工作轮班里每班都配备替休人员,替休人员按6:1的比例配备,7个人中每天都有1个人轮休。实行三班轮休制不宜采用正倒班的方式,因为正倒班时必然有一个班(中班倒夜班)要连续工作16小时,不利于员工健康。所以,应如下表所示,采用反倒班的方式。这样做能解决员工的连班问题,但有两个班在倒班时(中班倒早班、早班倒夜班)相隔时间只有8小时,员工休息不够充分,同时,员工还要连续上6个夜班。这是这种轮休制度的主要缺点。
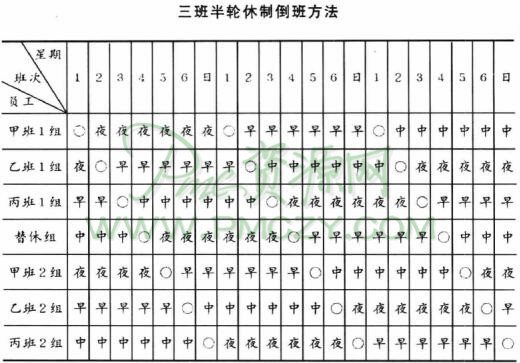
②三班半轮休制。即在三个工作轮班里不配备替休人员,另外配备半个班来替换轮休,故称三班半轮休制。由于三个工作轮班多配备半个班,故替休人员也是按6:1的比例配备的,每天有半个班的员工轮流休息。
实行三班半轮休制时,通常将三个工作轮班每班分成两组,加上替休的半班为一组,共7组。一般采用的轮休方式如下表所示。这样每个组都是工作6个工作日后休息1天,倒班的时间都在公休日后进行,可保证员工得到充分的休息。缺点是在每个轮班工作的不是固定的两个组,因而给管理上带来了不便。
③四班轮休制(即“四班三运转”)。这是我国目前最广泛采用的方法。2人组成四个工作轮班,每天按夜、早、中三个班次轮流生产,有一个班的员工轮休。替休员工是按3:1的比例配备的,因此员工工作3个工作日后可以休息1天。由于多配一个班进行轮休,所以“四班三运转”便于根据需要组成多种形式。
现行比较普遍的形式有以下三种:
a.以4天为一个循环期,采取正倒班,每班员工按夜、早、中班顺序轮流各上一班,工作3天后休息1天。
b.以8天为一个循环期,采取正倒班,每班员工按夜、早、中班顺序,轮流各上两班,工作6天后休息2天,其中1天可用于组织学习或从事辅助生产活动。
c.以12天为一个循环期,每班员工连续3天工作一种班次后,休息1天,再倒另一班次。
(4)四班6小时工作制。
四班6小时工作制即每天分四个班组织生产,每班工作6小时。各个班次的工作时间一般为:第一班0时至6时,第二班6时至12时,第三班12时至18时,第四班18时至24时。各班员工每周倒换一次班次,一般采取正倒班方式。
四、工作轮班管理要点
(1)合理配备各班人员的力量。
各班配备的人员,在数量和质量上要求平衡,避免因力量悬殊而影响生产稳定增长。从三班改为四班运转时,既不要完全打乱原有人员组成的基础,也不要把新人和各班不需要的人都编入新班。各班人员配齐后,要保持相对稳定。
(2)加强对夜班生产的组织领导。
员工上夜班容易疲劳,生产中遇到的问题也不像白天那样容易解决,所以必须加强对夜班生产的组织领导。厂部、车间的生产指挥人员和有关的职能部门,应建立夜间值班制度。基层的生产管理人员要与员工一起倒班,及时处理夜班生产中出现的问题。
(3)划清各个轮班的责任,建立严格的交接班制度。
各班完成的生产任务应分别验收、记录和考核。交接班制度应明确规定前一班工作结束和后一班工作开始之前,员工之间应办理交接手续。对于重要的生产部件要逐步交接,重要的生产数据要逐个交接,主要的生产工具要逐件交接,并做好记录。

