生产能力的分析
生产能力可以按五个步骤进行,即确定瓶颈操作、收集数据、进行性能分析、确定能力指标、撰写能力利用和损失分析报告。
1、确定瓶颈操作
瓶颈操作的确定依据是每小时的生产率和该项工作每天实际能操作的时间之间的关系。确 定生产总体中的瓶颈部位之后,要将生产总体中每个组成部分按照它们对整体生产能力的限制程度按顺序排列。
2、收集数据
一旦确定了真正的瓶颈部位并将它们进行排队以后,就能确定潜在的总生产能力(无损失、无干扰),它们通常是以各种单位(件数或组件数)/H、体积(以立方计)/H、质量(KG)/H来表示的。例如,用手动操作的机器生产,总是将零件的装卸时间算在机器循环中,只将部件的传送时间计入机器循环中;在人工装配中,只将直接装配的工件考虑进去,其他诸如检测、操作工休息或个人需用时间等因素就不考虑了。
第二个要确定的是对总产量的干扰因素,这种干扰分为两种基本类型:安排好的(计划的和有规律的)和未安排好的(未计划的和无规律的)。某些干扰因素是不能计算在操作循环中的,如更换工具、搬运原材料和操作工人需要用时间等,把这些因素加上有规律的重复人工劳动因素就形成了工作标准。有规律的重复人工劳动因素中干扰设备产量的因素,诸如造成机器停机等待的,不在机器操作循环之内的检验和对机器与人之间复杂工作的(安排)分派,就餐时间,废料处理,计划内或计划外的设备修理等,这些损失可以分为已安排的和未安排的两种,企业可以任意选选择一种分类方法。然而,有人建议要确定所谓的可以达到的标准产量,即劳动者工作标准所规定的产量加以对照,来确定通过计划所允许的损失程度。
3、进行性能分析
“性能分析”这个术语是指有关数据的确定过程,并将它们在某一段时间内对实际产量和潜在产量的重要性予以说明。表1列出了部门ABC这一个复合产品(E和E')的生产部门,在6个月时间范围内的各种数据。
下表是一张复合产品生产企业某一部门的典型数据表。它列出了与产品生产中瓶颈因素有关的数据。用6个月时间收集到的这一系列数据可能代表了真正的工作状态。
第11、12栏非常有趣。注意,凡是存在瓶颈因素的机器的利用率仅仅是它们可以达到的总利用率的43.4%。虽然这仅是数据分析的一个例子,但耐用商品的制造者却逐步相信高度自动化的运输设备的平均利用率只接近50%,而不是按原先所希望的(例如实现设计有效生产功能的60%~65%)。
#p#副标题#e#
第12栏表示6个月的所谓标准成本利用率为72.5%。这就是说,即使生产过程实现现了最好的利用率,其产量仍比在四分之三时间内的产量还要低一点。但是,这样的产量水平在连续一段时间里实际上根本不可能达到。因为它排除了没有包括在典型的操作标准中的损失,如维修、废料处理、生产转换和就餐时间的损失。
下图中绘出了(表1)中UA和USC的各月数据,并画出了可以达到的总产量允许偏差。
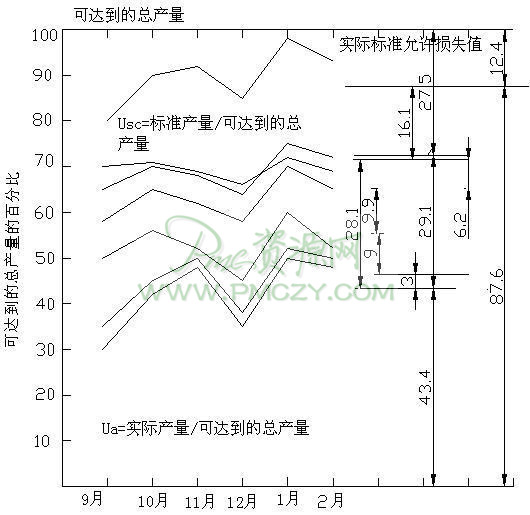
由于以“总的”为基础,因此它总是100%,并且总是一条水平线。以每月为基础的USC因两种产品各自瓶颈因素值的不同而上下移动,于是两种产品的合成影响了可以达到的标准产量的加权平均值线。USC的移动必然会在一定程度上直接影响UA,对UA的最高位置的最大影响是所谓非标准的或未安排的损失。如果这些未安排的损失全部都以可达到最大产量的百分数表示,那么上图可以解释为:UA6个月的平均值是
|
性能分析 |
|||||||||||||
|
部门E |
ABC |
产品 |
产品E' |
||||||||||
|
总产量 |
|
20.0件/H |
30.3件/H |
||||||||||
|
标准产量: |
|
15.4件/H |
20.7件/H |
||||||||||
|
瓶颈: |
|
工序10(铣) |
工序10,12,14(铣,钻) |
||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
|
|
存在瓶颈
的天数a |
总的平均
班次数b |
转换次
数c |
月计划总
产量d |
可以达到
的总产量 |
可以达到的标准量 |
实际产量 |
UA/% |
USC/% |
标准损失
允许值/% |
|||
|
月份 |
每小时
的件数e |
每月的
件数f |
每小时
的件数g |
每月的
件数h |
|||||||||
|
|
|||||||||||||
|
9 |
30 |
2.75 |
5 |
19330 |
27.1 |
19512 |
19.2 |
13824 |
6316 |
32.4 |
70.8 |
13.3 |
|
|
10 |
31 |
2.5 |
3 |
16855 |
23.7 |
17632 |
17.4 |
12946 |
7479 |
42.4 |
73.4 |
15.4 |
|
|
11 |
29 |
2.5 |
3 |
15310 |
24 |
16704 |
17.5 |
12180 |
8208 |
49.1 |
72.9 |
18.2 |
|
|
12 |
26 |
2.75 |
2 |
11209 |
28.8 |
15898 |
20 |
11040 |
6118 |
38.5 |
69.4 |
17 |
|
|
1 |
23 |
2.5 |
2 |
10299 |
21 |
13104 |
16 |
9984 |
6915 |
52.8 |
76.2 |
16.5 |
|
|
2 |
23 |
2.63 |
1 |
7025 |
24.1 |
13303 |
17.7 |
9770 |
6670 |
50.1 |
73.4 |
18.1 |
|
|
一年至此为止 |
162 |
2.61 |
16 |
80028 |
96153 |
96153 |
17.9 |
69744 |
41706 |
43.4 |
72.5 |
16.1 |
|
a---操作中每月存在瓶颈影响的天数;b---以整个部门三班制的平局人数计;c---每月生产线转换次数;d---月计划产品总件数(产品+产品);e--- 根据产品E和产品E‘每月实际产量得出的每小时加权平均总产量;f---第2栏×(第6栏×24);g--- 根据产品E和产品E’每月实际产量得出的每小时加权平均标准产量;h--- 第2栏×(第8栏×24);UA---第10栏÷第7栏)100 = 实际利用率;USC---(第9栏÷第7栏)100 = 标准成本利用率;标准损失允许值班室(1÷第8栏)-杆(1÷第6栏)(第10栏)÷(第2栏×24)100。
#p#副标题#e#
43.4%。若不是因为废料处理的3%损失,则应是46.4%;若不是生产转换影响产量,那么可以达到的最大产量还可以达到的最大产量还可以增加9%,则UA将是55.4%;维修时间损失(9.9%)和就餐时间损失(6.2%,每天3次,每次半小时)说明可达到的最大产量还可能增加16.1%,这说明在UA和USC之间相距的29.1%中有28.1%已经统计如。
最后一栏数据为实际的标准允许损失值。这表示根据生产出来的实际件数确定的工人工作标准总允许值中的实际损失,这些数据在表中加绘在就餐损失位置的上面。
这个资料强调了两个要点。首先,只有在等于标准值时,USC和总允许值之间的差(27.5%)才会出现。其次,构成总产量的全部活动中只有87.6%已被确定,从经济观点来看,确定这个水平可能已经足够。未经确定的损失(12.4%)包括如操作工错误地采用低效的工作方法,使用不合格的材料和有缺陷的切割工具;矿工和新工人的培训。此外,工厂及其下属的头等大事是在生产进行中将这些损失逐步减小到最低限度。一般认为,这类损失在瓶颈部位可能达到的100%总产量中占到10%~15%是正常的。
还有一种尚未解释的重要损失,即无人当班操作所造成的损失。例中瓶颈部位的机器每天三班有人操作,故未出现因缺班而造成的损失。按两班操作的过程,必然会因一班无人而使总产量损失33%。
4、确定能力指标
在表1和图1的性能分析中,给出的产量和损失数据表明还有潜在的改进余地。参照这部分以前所确立的要点,数据收集者现在应该召集一些代表职工和代表生产线组织的人,以得到他们对产量改进工作的同意,委以改变作业的职责。例如,检查生产转换和就餐时间损失数据就有建议改进的可能。把因生产转换而造成的损失从过去的2.67/月(16÷6)降低到场2.0/月,将使可以达到的总产量的损失减少2.1%。
162d×24h/d÷6 月 = 648h/月
648h/月×9%生产转换 = 58.3 生产转换H/月
58.3/2.67=X/2.0
X=43.6H/月 〔(58.3-43.6)÷648/月〕×100%=2.1%
就餐损失从1.5 h/d降到1 h/d,将使可达到的总产量提高2%。一旦责任各方(生产管理和制造部门)达成协议,签署了与表7.8.4所示相似的协议,计划就开始实行了。有关个方之所以同意新的能力水平为避免82件/ d,是因为该值的求得是以使人高度信任的数据和经过有效的分析为基础的。部门ABC的生产能力如上表所示。
如果在前面的能力分析期间已经应用了这种技术,那么现在就可以用它来比较一下所得的结果了。上表概括性地表示了:实际性能的结果;减少可以达到的总产量损失的计划;改进后达到的总产量损失的计划;改进后达到的能力;原先的能力指标。
在这里可以得到一个重要的结论,即投资虽未增加,能力却可以得到增大。比例中的企业负担了规定的20min就餐时间的损失费用。假定以每小时9元的工资比率来计算,那么有9元/ min1/ ×1/3 min /d×3个工人×162 d÷6 个月=243元/月或2916元/a。这项费用的增加是为了增加能力2%,即大约10件/d或2400件/ a。多产出的2400件销售以后的收益增长不止是应补偿每年成本增加的2916元。

