单一品种流水线的设计
一、流水生产的组织设计和技术设计
流水线设计包括组织设计和技术设计两个方面。前者是指工艺规程的制定、专业设备的设计、设备改装设计、专用工具夹的设计和运输传送装置的设计等。这是流水线的“硬件”设计。后者是指流水线节拍的确定、设备需要量和负荷系数计算、工艺同期化工作、人员配备、生产对象传送方式的设计、流水线平面布置、流水线工作制度和标准计划图表制定等,可以说是“软件”设计。
1、确定流水线的节拍
节拍是指流水线生产上连续生产两个相同制品的间隔时间。

式中:Fe——计划期内有效时间总和; Q——计划期的产品产量(包括计划产量和预计废品量)。
例5.2:某企业生产计划中齿轮的日生产量为40件,每日工作8小时,时间利用系数为0.96,废品率为2%,试求该齿轮的平均节拍。
解: Fe=F0×K=8×60×0.96=460.8(分)
Q日=40/0.98=40.8(件)
R=Fe/Q日=460.8/40.8=11.3(分/件), 取11(分/件)
2、进行工序同期化,计算工作地(设备)需要量和负荷
流水线节拍确定后,要根据节拍来调节工艺过程,使各道工序的时间与流水线的节拍相等或成倍数关系,这个工作称为工序同期化。工序同期化措施主要有:
(1) 提高设备的生产效率;
(2) 改进工艺装备;
(3) 改进工作地布置与操作方法,减少辅助作业时间;
(4) 提高工人技术的熟练程度和工作效率;
(5)详细地进行工序的合并与分解。如表5-5。
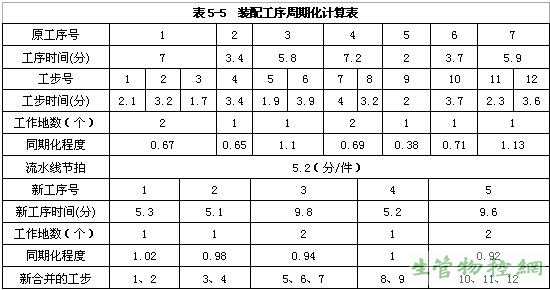
注:同期化程度:Ti/R
工序同期化后,可根据新确定的工序时间来计算各道工序的设备需要量。
Si=Ti/R 式中:Si——第i道工序计算所需工作地数。
一般来说,计算的设备数都不是整数,所取的设备数只能是整台数,这样设备负荷系数Ki为:
Ki=Si/Sei 式中:Ki ——设备负荷系数; Sei——为第i道工序所需的实际工作地数。
流水线设备总负荷系数
设备负荷系数决定了流水生产线的连续程度;Ki在0.75~0.85之间宜组织间断流水线;Ki在0.85~1.05之间宜组织连续流水线。
#p#副标题#e#
3、计算工人需要量,合理配备人员
(1)以手工劳动和使用手工工具为主的流水线的人员需要量:
Pi=Sei×G×Wi
 式中:Sei——设备数;G——日工作班;Wi——第i道工序同时工作人数。
式中:Sei——设备数;G——日工作班;Wi——第i道工序同时工作人数。
(2)以设备加工为主的流水线的人员需要量:
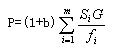 式中:fi——第i道工序每个工人的设备重复定额;b——考虑缺勤等因素的后备工人百分比。
式中:fi——第i道工序每个工人的设备重复定额;b——考虑缺勤等因素的后备工人百分比。
例5.3:已知某以手工为主的流水线日产量为160件,工作班次实行两班制,工序单件工时如表5-6所示。试计算节拍、各工序设备负荷系数及工人数。假设每台设备由一人看管。

解:R=Fe/Q=2×8×60/160=6(分/件)
Si=Ti/R
Sei为Si整数值,结果如表5-6所示。
Ki=Si/Sei 结果如表5-6所示。
(2×2×1+1×2×1+1×2×1+2×2×1+1×2×1+1×2×1) =16(人)
#p#副标题#e#
4、流水生产线节拍的性质和运输工具的选择
流水生产采用什么样的节拍,主要根据工序同期化的程度和加工对象的重量体积、精度和工艺性等特征,当工序同期化程度高、工艺性好以及制品的重量、精度和其它技术条件要求严格地按节拍出制品时,应采用强制节拍,否则就采用自由节拍。
在强制节拍流水生产线上,为保证严格的出产速度,一般采用机械化的传送带作为运输工具。在自由节拍流水生产线上,由于工序同期化水平和连续性较低,一般采用连续式运输带、滚道或其他运输工具。
在采用机械化传送带时,需要计算传送带的速度和长度。
传送带的速度可由下式求得:
V=L/R (米/分) 式中:V——传送带的速度;L——产品间隔长度;R——节拍。
传送带的长度可由下式求得:
L=Li+ Lg 式中:Li——第i道工序工作地间隔长度;m——工序数目;Lg——技术长度。
5、流水线的平面布置
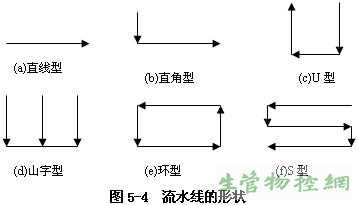
流水线的平面布置应当有利于工人操作方便,以及制品运动路线最短、流水线上互相衔接流畅和充分利用生产面积。而这些要求同流水线的形状、工作地的排列方式等有密切的关系。
流水线的形状一般有直线形、直角形、U形、山字形、环形、S形等。如图5-4所示,每种形状的流水线在工作地(设备)的布置上,又有单列流水线与双列流水线。