零件在各道工序间的移动方式
一、顺序移动方式
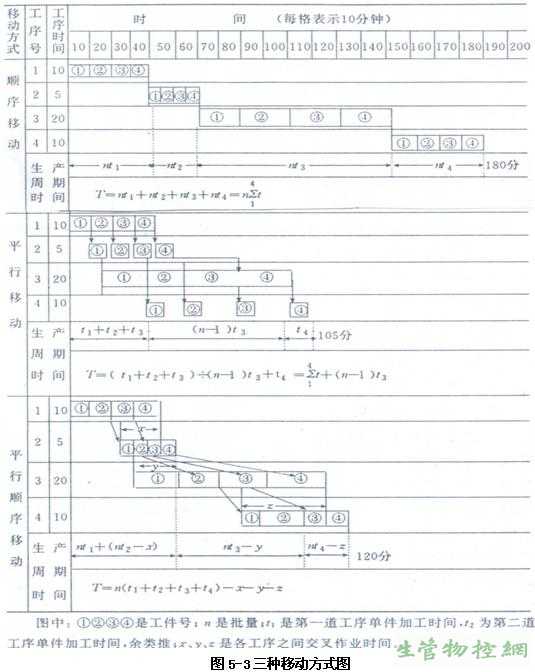
顺序移动方式是指每批零件只有在前道工序全部加工完之后,才整批地转送到下道工序进行加工的方式。
设一批零件在各工艺之间无停放等待时间,工序间的运输时间忽略不计,则该批零件的生产周期,等于该批零件在全部工序上作业时间的总和,用公式表示如下:
 式中: m——序数;ti-第i道工序上的单件工时;N——零件批量;T顺——顺序移动方式下一批零件的生产周期。
式中: m——序数;ti-第i道工序上的单件工时;N——零件批量;T顺——顺序移动方式下一批零件的生产周期。
例5.1:某企业生产产品的批量n=4件,经过4道工序加工,其单件工时为t1=10分,t2=5分,t3=20分,t4=10分,试求该批产品的生产周期?
解:该批产品按顺序移动方式组织生产如图5-3所示。

二、平行移动方式
平行移动方式是指每个零件在前道工序加工完后,立即转移到下道工序进行加工的方式,用公式表示如下:
 式中:te——最长工序单件时间
式中:te——最长工序单件时间
本例: 如图5-3所示,te=20分,则, =(10+5+20+10)+3×20=105(分)
#p#副标题#e#
三、平顺移动方式
平顺移动方式是指既考虑平行性,又考虑顺序性,既保持工期短,又保持加工连续,即是前两种方式的结合。用公式表示如下:

式中: ∑tl——所有较大工序单件时间之和(相邻两者比较);∑ts——所有较小工序时间之和(相邻两者比较)。
本例T平顺=(10+5+20+10)+(4-1)(10+20-5)=120(分)
总之,一批零件的移动方式中,平行移动时间最短,顺序移动最长,平行顺序介于两者之间。具体应用时要根据具体条件考虑下列因素:
(1)企业的生产类型。单件小批企业多采用顺序移动方式,大量大批生产,特别是组织流水线生产时,宜采用平行移动方式或平行顺序移动方式。
(2)生产任务的缓急。生产任务急,应采用平行移动方式或平行顺序移动方式,以争取时间满足交货期需要。
(3)劳动量的大小和零件的重轻。工序劳动量不大,重量较轻的零件,宜采用顺序移动方式,如工序劳动量大,重量很重的零件,宜采用平行移动方式或平顺移动方式。
(4)企业内部生产单位专业化形式。对象专业化的生产单位宜采用平行或平行顺序移动方式;而工艺专业化的生产单位,宜采用顺序移动方式。
(5)改变加工对象时,调整设备所需的劳动量。如果调整设备所需的劳动量很大,不宜采用平行移动方式。如果改变加工对象时,不需调整设备或调整设备所需时间很少时,宜采用平行移动方式。