生产能力的掌握
能力(人/机)=1个月开工日数×每天平均实际工作时间×开工率×人员或机械(台)数
人员开工率=出勤率×(1-间接作业率)
机械开工率=开机率×(1-故障率)
一、生产能力不足时的对策
1、加班以增加能力;
2、外协支援;
3、调整日程计划,部分工作后推;
4、增加零时用工;
5、长期连续状态下,计划增加人员/设备。
二、案例
某客户下单,经相关部门评估后确认接受,由PMC部门负责计划:
客户订单明细表:
|
产品
|
A
|
B
|
C
|
|
数量
|
300
|
500
|
200
|
|
交期
|
30天
|
||
①产品别、机械别负荷
|
产品
|
制程
|
使用机械
|
负荷(工时)
|
|
|
A
(300)
|
①
|
甲
|
0.32(H)
|
0.32×300=96(H)
|
|
②
|
乙
|
0.24(H)
|
0.24 ×300=72(H)
|
|
|
③
|
甲
|
0.18(H)
|
0.18 ×300=54(H)
|
|
|
④
|
丙
|
0.15(H)
|
0.15 ×300=45(H)
|
|
|
B
(500)
|
①
|
乙
|
0.34(H)
|
0.34 ×500=170(H)
|
|
②
|
丙
|
0.08(H)
|
0.08 ×500=40(H)
|
|
|
③
|
甲
|
0.25(H)
|
0.25 ×500=125(H)
|
|
|
C
(200)
|
①
|
甲
|
0.43(H)
|
0.43 ×200=86(H)
|
|
②
|
丙
|
0.25(H)
|
0.25 ×200=50(H)
|
说明:*甲、乙、丙表示各制程使用的加工机械
*机械配置:甲3台、乙1台、丙2台
*机械能力(单机)
=25(天) ×8(小时/天) ×90%=180(小时)
基准能力:
甲机械=3×180=540(H)
乙机械=1×180=180(H)
丙机械=2×180=360(H)
②机械别、制程别负荷
|
机械
|
产品
|
制程
|
负荷(H)
|
负荷合计(H)
|
|
甲
|
A
|
①
|
96
|
361
|
|
A
|
③
|
54
|
||
|
B
|
③
|
125
|
||
|
C
|
①
|
86
|
||
|
乙
|
A
|
②
|
72
|
242
|
|
B
|
①
|
170
|
||
|
A
|
④
|
45
|
||
|
丙
|
B
|
②
|
40
|
135
|
|
C
|
①
|
50
|
③负荷、生产能力分析调整
负荷、生产能力累计表
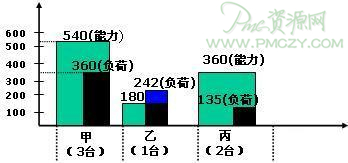
A、乙负荷超过乙正常能力(242-180=62H);
B、为保证交期,必须安排乙加班62H(负荷能力调整)
三、负荷计划步骤
1、依产品别、制程别计算出负荷;
2、依机械(人员)别、制程别作负荷合计;
3、进行负荷、能力的比较、分析;
4、对负荷、能力进行调整,使之一致。

