决定产能的步骤
决定产能的步骤可分为以下三步:
1.决定毛产能:
假定所有的机器每周工作7天,每天工作3班,每班8小时且没有任何停机时间,这是生产设备在完全发挥最理想的状态下的最高生产潜力。毛产能是个理论值,它是个理想值或者可以说是个标准参考值,作为以后计算实际产能的基准。

以车床为例,可用车床有10台,每台配置车工1人,总人为10人。按每周工作7天,每天3班,每班8小时,10人1周毛产能标准工时为10×7×3×8=1680工时。
2.决定计划产能:
此计算基于每周的工作天数,每台机器排定的班数和每班的工作时数。这是算完毛产能的进一步修正,但仍不足以代表有效产出的实际产能。
实际上机器每周计划开5天,每天2班,每班开10小时.因此计划产能标准工时为10×5×2×10=1000工时。#p#副标题#e#
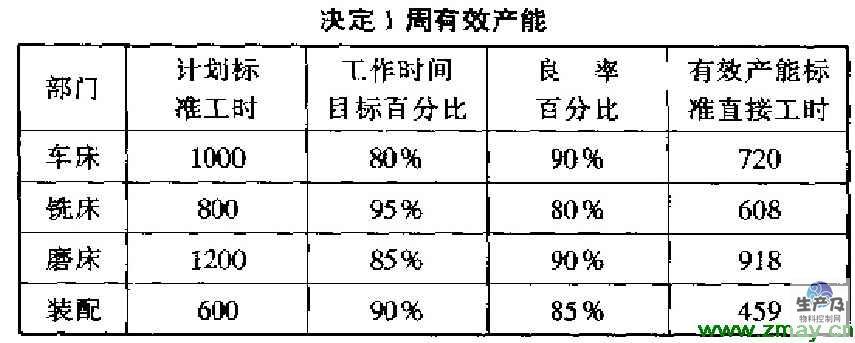
3.决定有效(可用)的产能:
有效产能是以计划产能为基础。减去因停机和良率所造成标准工时损失。良率损失,包括可避免和不可避免的报废品的直接工时。

机器生产有机器检修、保养、待料等时间,实际的工作时间达不到计划时间,且生产的产品有不良品,因此有教产能标准直接工时为1000×80%×90%=720工时。

