工厂备料的 “生死时速”:远期盯料、两周确认、三天兜底,这套流程救了多少生产线?
备料管理对每个企业来说都非常重要,如果备料过多或不足都会影响到工厂的生产效率。要实现备料“刚刚好”的状态,就需要通过制定相应的存货管理制度,对不同属性的存货,比如常备料、关键料、专用料设定采购频率、模式和量,确保适时适量采购。同时,还要建立动态调节过程以适应订单变动等外部因素,确保供需平衡。有效的追料模式,比如远期监控供应商准备情况,两周内确认出货状态,生产前三天最终确认,以及紧急追踪缺料对生产调度进行微调,确保生产线在完整备料状态下良好运行。

备料对很多企业都是一个压力,备料过多就成了库存,备料太少又会影响到整个交期,或者齐套的状况。那怎么样备料才是刚刚好呢?备料其实就是不早不晚,不多不少,就是我们所讲的“刚刚好”。但其实经常会被订单的插单、订单的抽单,订单的调整、变化、变更所影响。所以想要“刚刚好”,又有外部冲击的时候,在备料上经常要做的一件事情,就是不断循环动态调节的一个过程,达到一个平衡。
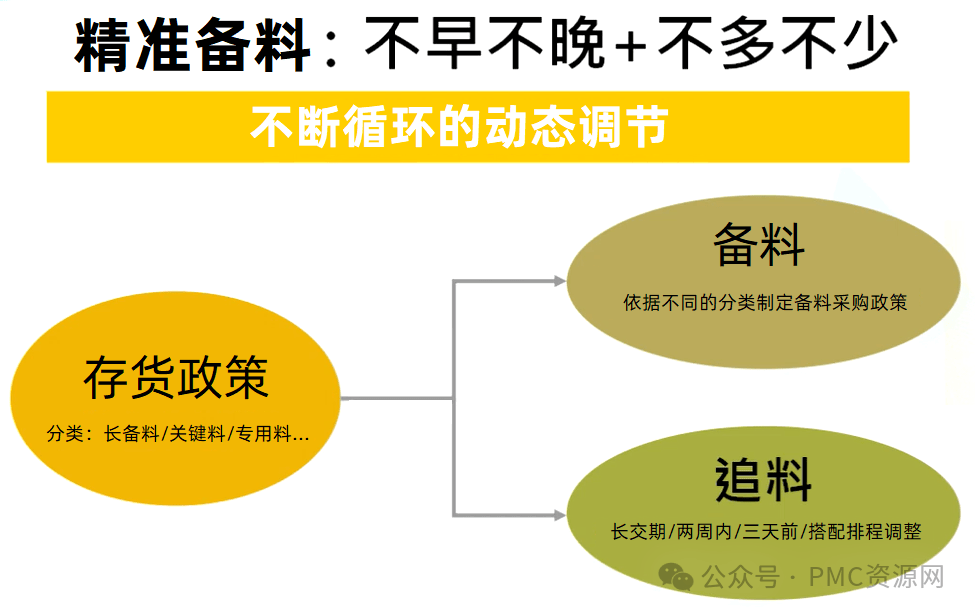
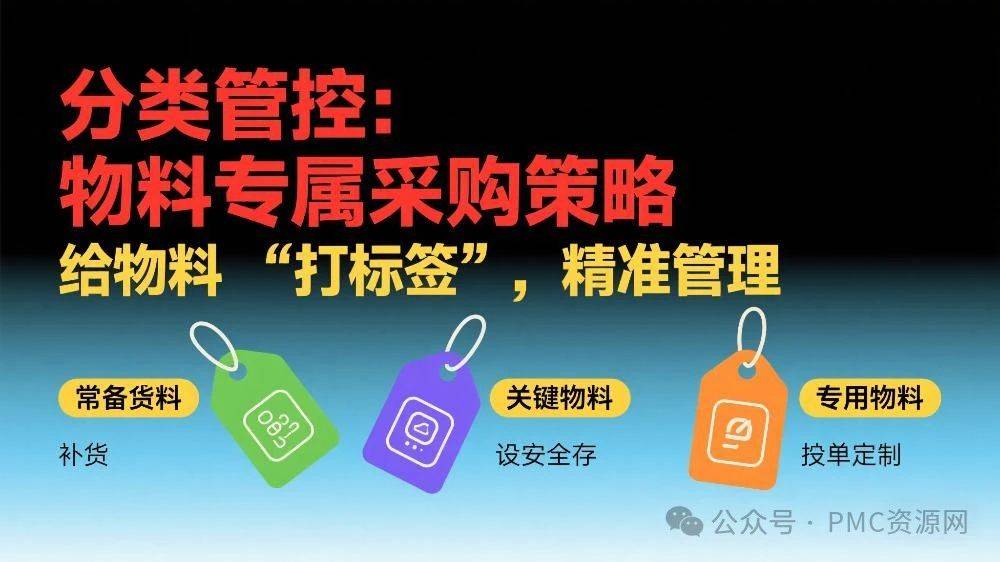
在这个之上,备料还有一个非常根本的事情要做,就是我们必须先针对我们的所有的存货去做一个基本的分类。不同的存货它其实应该要对应到的是不同的存货政策。所谓的存货政策就是说我们的存货有可能它是一种常备料,有可能它是一种关键料,或者它其实是专用料,只有某一些客户他才会用到的料。那我们的备料模式就不应该跟常备料的备料模式是一样的。所以我们必须先针对这些存货进行做分类,分类完成之后,制定各自的备料的采购政策。这个采购政策制定,可能包括的是多久采购一次,用什么样的模式采购一次,采购多少量。所以这就会牵扯到的是我们每一个料件针对存货分类完之后,它的采购政策应该是去把它制定出来。然后在对的时间下对的量,然后进到对的数量进来。
但是其实我们在对的时间买下了我的订单出去,可是厂商是不是一定在对的时间进到对的数量给我们呢?其实就不一定了。所以我们都还会再搭配到的是采购之后的追料模式,那才能确保说料出去了,追回来了,让我的生产线在对的时间开工,所以这就是我们的追料模式。
我们谈到的追料模式,其实它就是一个完整阶段的备料。也就是我们常谈到的是还在远期的,用望远镜去看它,要确保它是有动作,在两周之内确保厂商已经进入到准备出货的一个状态。那三天前再做一个开工前的确认,如果已经开工了,还是有缺料时怎么办呢?我们就必须紧追着这种料的缺料,然后做一些现场排程的一些微调,确保产线能够在一个完整的备料状态下进行生产。就是我们最开始谈到的刚刚好的这个部分,其实它背后存在的是,就是我们对所谓存货政策的努力。

