解决生产问题上应用的QC手法
QC手法包括层别法、查检表、柏拉图、鱼骨图、推移图、散布图、直方图和管制图,是解决生产问题的非常好的方法,既简单实用又浅显易懂(见下表所示)。
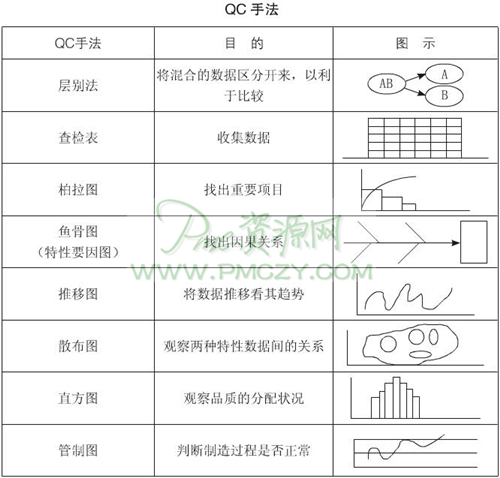
从表中我们可以看到,QC手法主要由以下几点构成:
层别法很简单,就是将混合的数据区别开,以利于比较;
查检表是用来收集数据的;
柏拉图主要用来找出重要项目;
鱼骨图或称特性要因图,主要是找出因果关系;
推移图就是将数据推移,观察其发展趋势;
散布图主要是观察两种数据之间的关系,看其是线性关系还是非线性关系、是正向关系还是负向关系;
直方图是用一个一个的方图表示,主要针对机械加工零件,是为了研究产品质量的分布状况,并据此判断生产过程是否处在正常状态;
管制图用来判断制造过程是否正常。
在下文中,我们将详细介绍QC手法中最重要的也最常用的前五种方法。
一、层别法
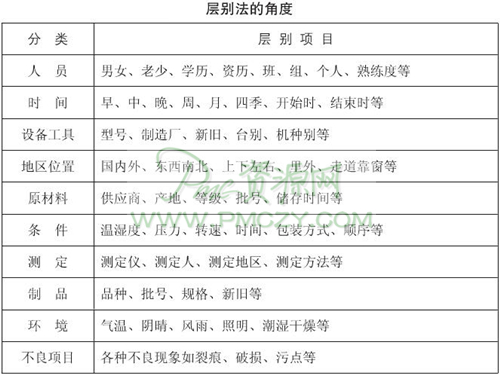
层别法指为了区别不同原因对结果的影响,而以个别原因为主体,分别做统计分析的方法。在使用过程中,生产管理者可以将问题原因分层别类,将同类原因分为一个层,并使层与层之间有明确的区分。当条件改变或者出现异常时,就能根据层别法的种类很快找出变动的地方,进而有效掌握导致异常的原因。
产品出现问题后,当生产管理者不知道是因为设备的问题还是因为人员的问题时,就可以让一名员工同时操作两台设备。如果一台设备生产的产品有问题,而另一台设备生产的产品没有问题,那就可以判断产品的问题不是由员工造成的,而是由设备造成的。还有一种方法就是让两名员工操作同一台设备,如果一名员工生产的产品质量存在问题,而另一名员工生产的产品质量没有问题,那生产管理者就可以大致判断出是员工的问题。这就是层别法。
案例
降低夜班的不良率我所在的企业实行三班制,工作时间分为早班、中班和夜班。产品的不良率也是分班统计的。在统计的过程中,我发现了一个奇怪的现象:在早班和中班时,产品的不良率都比较低,而一到夜班,产品的不良率就会比较高。
为了找到导致这一现象的原因,我利用层别法把三班员工的工作顺序调整了,把早班的员工调整到中班,把中班的员工调整到夜班,把夜班的员工调整到早班。调整了以后,我发现产品的不良率还是在夜班最高,为此,我得出了结论:产品不良率与员工本人的工作方法没有特别大的关系,而与其上班时间有关系。
负责过夜班的生产管理者可能都知道,上夜班时,员工很容易疲劳。有些员工比较年轻,不懂得爱惜身体,白天拼命玩,不睡觉。到了晚上上班时,身体就支撑不住了,产品的质量问题也就产生了。
于是,我就开始想对策,思考如何解决这个问题。当时我们的员工都在工厂住宿,我就尽量把夜班宿舍安排在比较安静的地方,即使白天保安巡视,夜班宿舍的外面也不允许有吵闹声。而且,在夜班宿舍内也不允许大声喧哗、放收音机、打扑克牌,以保证上夜班的员工能好好休息。
此外,我还作了另一项规定:如果保安巡视时发现应该睡觉却没有睡觉的员工,就把他的名字登记下来。对于这些员工该如何处理呢?因为不是在上班时间,生产管理者也没办法按照企业的规定要求他,我就只能对他说:“你今天白天没睡觉,为了你的身体和安全,今天晚上你就不要上班了,我们另外安排人顶你的班。”换句话说,如果员工白天不睡觉,晚上就不准上班。试问哪位员工愿意不赚钱呢?于是,这些员工白天就会好好休息。借助这个办法,我发现夜班产品的不良率也渐渐降了下来。
有些员工在生理上的确适应不了上夜班,对于那些的确不适应上夜班的员工,生产管理者就可以把他安排在其他岗位上。
在案例中,解决夜班产品不良率的问题就是使用了层别法。为了便于生产管理者更明白地使用层别法,附下表(如下表所示)以供参考:
#p#副标题#e#
二、查检表
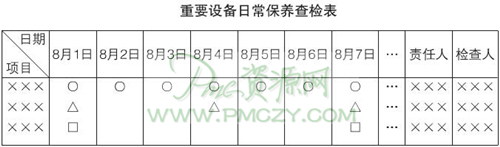
查检表就是将需要检查的内容或项目一一列出,包括确定检查的项目、确定检查的频度和确定检查的人员等,然后定期或不定期地逐项检查,并将问题记录下来的方法。
下表是一张重要设备的日常保养查检表。生产管理者可以给每一台重要的设备准备一张这样的表格。
那么,如何制作这张表格呢?
案例
查检表的制作方法生产管理者首先要确定好要保养的项目,比如说第一个项目是什么、第二个项目是什么。尽管设备不一样,但是这些项目每天都需要操作,如某台机器每天都要擦一下,擦了之后还要观察有没有漏油、漏气的情况,做完这些工作之后就在相应的位置上画一个圆形。如果设备需要三天上一次油,那就每隔三天给设备上完油后,在相应的位置上画一个三角形。而如果需要每星期上一次油,那就每星期上完油后在相应的位置上画一个正方形。
员工保养设备后,还要有人检查设备的保养情况。一般都是操作设备的员工保养设备,而检查设备一般都由其上司负责。检查完设备以后,如果确定检查无误,就把那些圆形、三角形、正方形涂黑。
此外,表格要放在设备的旁边,因为制作这张表格的目的就是为了防止员工漏掉保养中的任何一项。为了确保他们能做好,生产管理者还要抽查。在抽查的过程中,如果发现哪个项目没有做好,生产管理者一定要惩罚员工。
“5S”检查也是一样。“5S”现场检查应该是不定期的,如果定期检查,意义就不大了,因为员工可以作假。像笔者以前所在的一些企业,生产管理者会每个月不定期地检查三到五次。检查三次后,员工也不知道生产管理者还会不会检查,也不知道他们什么时候检查,他们就会每天都按照表格做事,这就达到了抽查的目的。
如果员工按照设备保养表把每个设备都保养到位了,而这个保养项目的设定也非常合理,那么,就会大大降低设备的故障率,这也达到了使用查检表保养重要设备的目的。
还有一种查检表主要用于记录,比如说,员工把每个零件的不良次数按下表所示记录下来,就可以统计出哪种零件正常、哪种零件不正常、零件哪部分容易出问题等。

#p#副标题#e#
三、柏拉图
柏拉图是19世纪经济学家维尔弗雷多·帕累托在分析社会财富分配时,设计出来的一种统计图。美国品管大师约瑟夫·朱兰将之应用到质量管理中。柏拉图能够充分反映出“少数关键、多数次要”的规律,应用于生产中,即影响产品质量的因素很多,但这些因素中有的起关键作用,有的起次要作用。如何从众多因素中找到起关键作用的因素呢?通过绘制柏拉图,将影响因素用图表示出来,就能够找到关键因素,然后再分别运用不同的方法加以解决。
在实际应用中,用查检表将产品不良数统计出来后,生产管理者就可以开始绘制柏拉图了(如下表所示)。

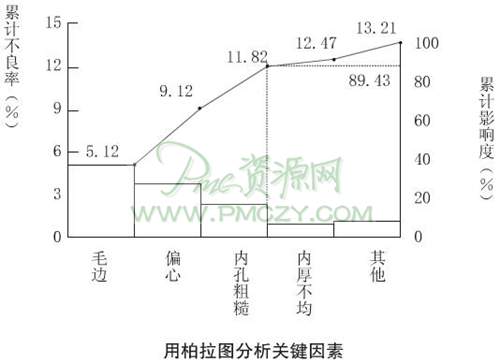
怎么计算累计不良率呢?在表5-5中,用5.12%加4.00%就等于9.12%,即毛边与偏心的累计不良率;再用9.12%加2.70%等于11.82%,即毛边、偏心和内孔粗糙的累计不良率。接着,用11.82%加0.65%再加0.74%等于13.21%,这个13.21%与下面合计的不良率一定要相等。如果不相等就表示计算错了,需要重算。
我们再来看影响度。影响度是指不良项目的不良数占总不良数的百分比。我们拿毛边的不良数55除以总不良数142就计算出毛边不良的影响度,约等于38.73%。同理,用偏心的不良数43除以总不良数142,计算出偏心不良的影响度,约等于30.28%。以此类推,其他不良项目的影响度就是这样计算出来的。
影响度计算出来以后,生产管理者可以计算累计影响度,算法跟计算不良率是一样的,即毛边的不良影响度38.73%加偏心的不良影响度30.28%等于毛边与偏心的累计影响度69.01%,其他不良项目的累计影响度也可以以此类推,进行计算。
生产管理者可以将这五个不良项目等距离地放在坐标轴的横坐标上。这五个不良项目的高度表示累计不良率,第一个是毛边的不良率5.12%,第二个是偏心的不良率4.0%,第三个、第四个也如法炮制。结合上表,第一项的累计影响度是38.73%,前两项的累计影响度是69.01%,前三项的累计影响度是89.43%。换句话说,前面三项加起来的影响度就达到了89.43%,按照“二八定律”,这三个不良项目就是问题的主要原因,后面的不良项目都是次要因素,这就是用柏拉图找出影响不良率与影响度的关键因素,然后对关键因素作出分析(如下图所示)。
#p#副标题#e#
四、鱼骨图
怎样分析影响度大的因素呢?接下来就要用到鱼骨图分析法了,也叫特性要因图分析法,该方法是日本管理大师石川馨提出的。问题的特性总是受一些因素的影响,当找出这些影响因素后,生产管理者可以将它们按照一定的特性值,然后根据其相互关联性,整理成层次分明、条理清晰并标识出重要因素的图形,这种图形就是鱼骨图,它是一种透过现象看本质的分析方法。
鱼骨图如何做呢?具体做法如下:把问题写在图纸上,在图纸中间画一根带箭头的“脊梁骨”,再画几根“中骨头”,“中骨头”使用层别法即“4M”:Man(人员)、Material(材料)、Method(方法)和Machine(设备)。当然不是一定要用“4M”,也可以用其他方法。
画完“中骨头”以后,在某一个“中骨头”上再画“小骨头”,比如说人员的“小骨头”怎么画呢?以茶杯外观不良率较高为例,员工未遵守标准、赶产量、无训练、技术差等,都是人员方面造成茶杯外观不良率较高的原因。当然,材料、方法、设备这些方面同样可以用这个方法将所有原因都分析出来。当原因全部分析完了,鱼骨图就做出来了(如下图所示)。

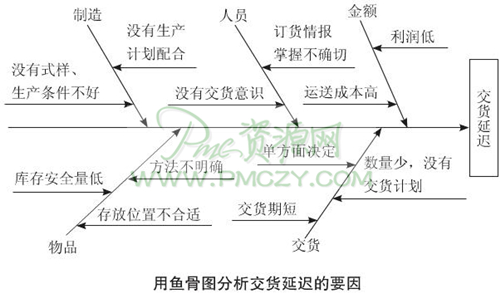
制作鱼骨图的过程就好比几个人使用“头脑风暴法”,虽然每个环节的问题都比较多,但按照主次顺序像鱼骨一样一根根画出来就简单多了。企业的很多问题都可以通过画鱼骨图寻找要因。例如,在寻找交货延迟的原因时,就可以从金额、人员、制造、物品、交货五个方面来考虑(如下图所示)。如金额方面的问题,主要是利润比较低、运送成本比较高;人员方面的问题,主要是订货情报掌握不确切、没有交货意识等。
鱼骨图可以帮助生产管理者分析问题的关键原因。制作此图时,生产管理者要先将所有的原因都写出来,全部标示在图纸上。标完以后,再一个一个讨论分析哪个原因是重要原因,然后将重要原因圏出来。
案例
白板上的鱼骨图
以前我在一家企业做管理时,每个星期都要找一个问题,然后将各个班长集合在一起做鱼骨图分析,并将鱼骨图画在白板上。这样,每名员工都可以看到企业这个星期的问题是什么、原因是什么、主要原因是什么,这是一种非常好的管理方法。
生产管理者要注意,鱼骨图分析出来的重要原因并不是越多越好,而是像鱼骨一样越少越好,因为重要原因太多,容易分散注意力,以致最重要的原因都体现不出其重要性了。笔者建议,生产管理者在遇到问题时首先用鱼骨图分析一下。
#p#副标题#e#
五、推移图
推移图也叫时间序列图,是以时间轴为横轴,变量为纵轴的一种图,其主要目的是观察变量是否随时间变化而呈现某种趋势,便于生产管理者随时掌握管理效果或产品性能的变化趋势,也便于其及时分析改进。
推移图非常简单、一目了然。这里以不良率随着时间推移的推移图为例,每天将不良率在图中以点的形式标出,然后用直线将每一点连接起来,形成的折线就是不良率推移图(如下图所示)。

案例
推移图用于控制不良率我在企业做生产管理时,有时会叫班长把他所在班的不良率画在白板上。当员工看到推移图上的曲线不断下降时,他们会产生一种自豪感,认为自己把产品质量控制得很好;但是,当他们发现推移图上的曲线在不断上升时,他们就会产生一种危机感。画推移图的目的就是要提醒大家,以后在工作中要格外注意,以免推移图上的曲线再往上升了。
从表中我们可以看到,QC手法主要由以下几点构成:
层别法很简单,就是将混合的数据区别开,以利于比较;
查检表是用来收集数据的;
柏拉图主要用来找出重要项目;
鱼骨图或称特性要因图,主要是找出因果关系;
推移图就是将数据推移,观察其发展趋势;
散布图主要是观察两种数据之间的关系,看其是线性关系还是非线性关系、是正向关系还是负向关系;
直方图是用一个一个的方图表示,主要针对机械加工零件,是为了研究产品质量的分布状况,并据此判断生产过程是否处在正常状态;
管制图用来判断制造过程是否正常。
在下文中,我们将详细介绍QC手法中最重要的也最常用的前五种方法。
一、层别法
层别法指为了区别不同原因对结果的影响,而以个别原因为主体,分别做统计分析的方法。在使用过程中,生产管理者可以将问题原因分层别类,将同类原因分为一个层,并使层与层之间有明确的区分。当条件改变或者出现异常时,就能根据层别法的种类很快找出变动的地方,进而有效掌握导致异常的原因。
产品出现问题后,当生产管理者不知道是因为设备的问题还是因为人员的问题时,就可以让一名员工同时操作两台设备。如果一台设备生产的产品有问题,而另一台设备生产的产品没有问题,那就可以判断产品的问题不是由员工造成的,而是由设备造成的。还有一种方法就是让两名员工操作同一台设备,如果一名员工生产的产品质量存在问题,而另一名员工生产的产品质量没有问题,那生产管理者就可以大致判断出是员工的问题。这就是层别法。
案例
降低夜班的不良率我所在的企业实行三班制,工作时间分为早班、中班和夜班。产品的不良率也是分班统计的。在统计的过程中,我发现了一个奇怪的现象:在早班和中班时,产品的不良率都比较低,而一到夜班,产品的不良率就会比较高。
为了找到导致这一现象的原因,我利用层别法把三班员工的工作顺序调整了,把早班的员工调整到中班,把中班的员工调整到夜班,把夜班的员工调整到早班。调整了以后,我发现产品的不良率还是在夜班最高,为此,我得出了结论:产品不良率与员工本人的工作方法没有特别大的关系,而与其上班时间有关系。
负责过夜班的生产管理者可能都知道,上夜班时,员工很容易疲劳。有些员工比较年轻,不懂得爱惜身体,白天拼命玩,不睡觉。到了晚上上班时,身体就支撑不住了,产品的质量问题也就产生了。
于是,我就开始想对策,思考如何解决这个问题。当时我们的员工都在工厂住宿,我就尽量把夜班宿舍安排在比较安静的地方,即使白天保安巡视,夜班宿舍的外面也不允许有吵闹声。而且,在夜班宿舍内也不允许大声喧哗、放收音机、打扑克牌,以保证上夜班的员工能好好休息。
此外,我还作了另一项规定:如果保安巡视时发现应该睡觉却没有睡觉的员工,就把他的名字登记下来。对于这些员工该如何处理呢?因为不是在上班时间,生产管理者也没办法按照企业的规定要求他,我就只能对他说:“你今天白天没睡觉,为了你的身体和安全,今天晚上你就不要上班了,我们另外安排人顶你的班。”换句话说,如果员工白天不睡觉,晚上就不准上班。试问哪位员工愿意不赚钱呢?于是,这些员工白天就会好好休息。借助这个办法,我发现夜班产品的不良率也渐渐降了下来。
有些员工在生理上的确适应不了上夜班,对于那些的确不适应上夜班的员工,生产管理者就可以把他安排在其他岗位上。
在案例中,解决夜班产品不良率的问题就是使用了层别法。为了便于生产管理者更明白地使用层别法,附下表(如下表所示)以供参考:
#p#副标题#e#
二、查检表
查检表就是将需要检查的内容或项目一一列出,包括确定检查的项目、确定检查的频度和确定检查的人员等,然后定期或不定期地逐项检查,并将问题记录下来的方法。
下表是一张重要设备的日常保养查检表。生产管理者可以给每一台重要的设备准备一张这样的表格。
那么,如何制作这张表格呢?
案例
查检表的制作方法生产管理者首先要确定好要保养的项目,比如说第一个项目是什么、第二个项目是什么。尽管设备不一样,但是这些项目每天都需要操作,如某台机器每天都要擦一下,擦了之后还要观察有没有漏油、漏气的情况,做完这些工作之后就在相应的位置上画一个圆形。如果设备需要三天上一次油,那就每隔三天给设备上完油后,在相应的位置上画一个三角形。而如果需要每星期上一次油,那就每星期上完油后在相应的位置上画一个正方形。
员工保养设备后,还要有人检查设备的保养情况。一般都是操作设备的员工保养设备,而检查设备一般都由其上司负责。检查完设备以后,如果确定检查无误,就把那些圆形、三角形、正方形涂黑。
此外,表格要放在设备的旁边,因为制作这张表格的目的就是为了防止员工漏掉保养中的任何一项。为了确保他们能做好,生产管理者还要抽查。在抽查的过程中,如果发现哪个项目没有做好,生产管理者一定要惩罚员工。
“5S”检查也是一样。“5S”现场检查应该是不定期的,如果定期检查,意义就不大了,因为员工可以作假。像笔者以前所在的一些企业,生产管理者会每个月不定期地检查三到五次。检查三次后,员工也不知道生产管理者还会不会检查,也不知道他们什么时候检查,他们就会每天都按照表格做事,这就达到了抽查的目的。
如果员工按照设备保养表把每个设备都保养到位了,而这个保养项目的设定也非常合理,那么,就会大大降低设备的故障率,这也达到了使用查检表保养重要设备的目的。
还有一种查检表主要用于记录,比如说,员工把每个零件的不良次数按下表所示记录下来,就可以统计出哪种零件正常、哪种零件不正常、零件哪部分容易出问题等。
#p#副标题#e#
三、柏拉图
柏拉图是19世纪经济学家维尔弗雷多·帕累托在分析社会财富分配时,设计出来的一种统计图。美国品管大师约瑟夫·朱兰将之应用到质量管理中。柏拉图能够充分反映出“少数关键、多数次要”的规律,应用于生产中,即影响产品质量的因素很多,但这些因素中有的起关键作用,有的起次要作用。如何从众多因素中找到起关键作用的因素呢?通过绘制柏拉图,将影响因素用图表示出来,就能够找到关键因素,然后再分别运用不同的方法加以解决。
在实际应用中,用查检表将产品不良数统计出来后,生产管理者就可以开始绘制柏拉图了(如下表所示)。
怎么计算累计不良率呢?在表5-5中,用5.12%加4.00%就等于9.12%,即毛边与偏心的累计不良率;再用9.12%加2.70%等于11.82%,即毛边、偏心和内孔粗糙的累计不良率。接着,用11.82%加0.65%再加0.74%等于13.21%,这个13.21%与下面合计的不良率一定要相等。如果不相等就表示计算错了,需要重算。
我们再来看影响度。影响度是指不良项目的不良数占总不良数的百分比。我们拿毛边的不良数55除以总不良数142就计算出毛边不良的影响度,约等于38.73%。同理,用偏心的不良数43除以总不良数142,计算出偏心不良的影响度,约等于30.28%。以此类推,其他不良项目的影响度就是这样计算出来的。
影响度计算出来以后,生产管理者可以计算累计影响度,算法跟计算不良率是一样的,即毛边的不良影响度38.73%加偏心的不良影响度30.28%等于毛边与偏心的累计影响度69.01%,其他不良项目的累计影响度也可以以此类推,进行计算。
生产管理者可以将这五个不良项目等距离地放在坐标轴的横坐标上。这五个不良项目的高度表示累计不良率,第一个是毛边的不良率5.12%,第二个是偏心的不良率4.0%,第三个、第四个也如法炮制。结合上表,第一项的累计影响度是38.73%,前两项的累计影响度是69.01%,前三项的累计影响度是89.43%。换句话说,前面三项加起来的影响度就达到了89.43%,按照“二八定律”,这三个不良项目就是问题的主要原因,后面的不良项目都是次要因素,这就是用柏拉图找出影响不良率与影响度的关键因素,然后对关键因素作出分析(如下图所示)。
#p#副标题#e#
四、鱼骨图
怎样分析影响度大的因素呢?接下来就要用到鱼骨图分析法了,也叫特性要因图分析法,该方法是日本管理大师石川馨提出的。问题的特性总是受一些因素的影响,当找出这些影响因素后,生产管理者可以将它们按照一定的特性值,然后根据其相互关联性,整理成层次分明、条理清晰并标识出重要因素的图形,这种图形就是鱼骨图,它是一种透过现象看本质的分析方法。
鱼骨图如何做呢?具体做法如下:把问题写在图纸上,在图纸中间画一根带箭头的“脊梁骨”,再画几根“中骨头”,“中骨头”使用层别法即“4M”:Man(人员)、Material(材料)、Method(方法)和Machine(设备)。当然不是一定要用“4M”,也可以用其他方法。
画完“中骨头”以后,在某一个“中骨头”上再画“小骨头”,比如说人员的“小骨头”怎么画呢?以茶杯外观不良率较高为例,员工未遵守标准、赶产量、无训练、技术差等,都是人员方面造成茶杯外观不良率较高的原因。当然,材料、方法、设备这些方面同样可以用这个方法将所有原因都分析出来。当原因全部分析完了,鱼骨图就做出来了(如下图所示)。
制作鱼骨图的过程就好比几个人使用“头脑风暴法”,虽然每个环节的问题都比较多,但按照主次顺序像鱼骨一样一根根画出来就简单多了。企业的很多问题都可以通过画鱼骨图寻找要因。例如,在寻找交货延迟的原因时,就可以从金额、人员、制造、物品、交货五个方面来考虑(如下图所示)。如金额方面的问题,主要是利润比较低、运送成本比较高;人员方面的问题,主要是订货情报掌握不确切、没有交货意识等。
鱼骨图可以帮助生产管理者分析问题的关键原因。制作此图时,生产管理者要先将所有的原因都写出来,全部标示在图纸上。标完以后,再一个一个讨论分析哪个原因是重要原因,然后将重要原因圏出来。
案例
白板上的鱼骨图
以前我在一家企业做管理时,每个星期都要找一个问题,然后将各个班长集合在一起做鱼骨图分析,并将鱼骨图画在白板上。这样,每名员工都可以看到企业这个星期的问题是什么、原因是什么、主要原因是什么,这是一种非常好的管理方法。
生产管理者要注意,鱼骨图分析出来的重要原因并不是越多越好,而是像鱼骨一样越少越好,因为重要原因太多,容易分散注意力,以致最重要的原因都体现不出其重要性了。笔者建议,生产管理者在遇到问题时首先用鱼骨图分析一下。
#p#副标题#e#
五、推移图
推移图也叫时间序列图,是以时间轴为横轴,变量为纵轴的一种图,其主要目的是观察变量是否随时间变化而呈现某种趋势,便于生产管理者随时掌握管理效果或产品性能的变化趋势,也便于其及时分析改进。
推移图非常简单、一目了然。这里以不良率随着时间推移的推移图为例,每天将不良率在图中以点的形式标出,然后用直线将每一点连接起来,形成的折线就是不良率推移图(如下图所示)。
案例
推移图用于控制不良率我在企业做生产管理时,有时会叫班长把他所在班的不良率画在白板上。当员工看到推移图上的曲线不断下降时,他们会产生一种自豪感,认为自己把产品质量控制得很好;但是,当他们发现推移图上的曲线在不断上升时,他们就会产生一种危机感。画推移图的目的就是要提醒大家,以后在工作中要格外注意,以免推移图上的曲线再往上升了。

