生产过程时间组织
生产过程时间组织主要是针对生产工序在时间上的结合方式。所谓生产工序在时间上的结合方式,就是零件在各道工序间的移动方式。工序在时间上的结合方式,不同行业、不同企业的表现形式是不同的。在采掘、造船等企业中,劳动对象大都是固定不动的,这里的工序在时间上的结合方式,主要表现在工人顺序移动。而在冶金、化工等部门的企业时,通常都是把整批的原材料投入加工后,整批地按加工顺序进行工序间的移动,同一批产品不可能同时在两道工序上加工。
合理地组织生产过程,不仅要对企业内部各生产单位和部门在空间上进行科学的组织,而且要使劳动对象在车间之间、工段(小组)之间、工作地之间的运动在时间上互相配合和衔接,最大限度地提高生产过程的连续性和节奏性,提高设备的利用率,缩短生产周期,加速资金周转,降低成本,提高企业劳动生产率。
对于简单的生产过程,由于生产对象按工艺顺序通过各道工序,所以为了缩短生产过程的时间,需要正确确定零件在工序间的移动方式。零件的移动方式同一次生产的零件数量有关。当一次生产的零件只有一个时,零件只能顺次地经过各工序,而不能同时在不同的工序上进行零件加工。当生产零件为多个时,即按一定批量进行加工时,零件在工序间就有不同的移动方式。随着移动方式的不同批量零件的生产周期是不同的。
在加工装配的成批生产类型企业里,由于零件多种多样,工艺方法、工艺路线和技术装备千差万别,因而零件在各道工序间的移动方式是比较复杂的。在这类企业中,工序在时间上的结合方式主要有顺序结合方式、平行结合方式和平行顺序结合方式等三种。
一、顺序结合方式
它是指一批零件在前一道工序全部加工完毕后,再整批地转到下一道工序去加工(如下图所示)。
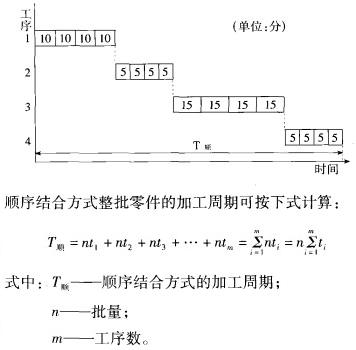
在顺序结合方式下,由于零件在各工序间都是整批移动,所以组织工作比较简单,而且在加工期各工序的设备不停歇,可以充分负荷。但每个零件由于在各道工序上的停歇时间不同,因而都有等待加工和等待运输的中断时间,从而零件的加工周期较长。
#p#副标题#e#
二、平行结合方式
它是指每个零件在上道工序加工完毕后,立即转移到下一工序进行加工(如下图所示)。

在平行结合方式下,由于工序间的等待和运输时间减少到最低限度,有时几乎没有,所以它的加工周期最短,工序间的在制品储备也大大减少。但当前后道工序的工艺时间不等时,如后道工序时间小于前道工序时间,后道工序在每个需件加工完毕后,都会发生设备和工人的停歇,而这种停歇时间又比较短,难以充分利用;如果前道工序的工序时间小于后道工序的工序时间,则会出现在制品等待加工的现象。
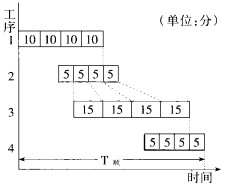
三、平行顺序结合方式
它是把平行结合的方式和顺序结合的方式综合运用的方式。即在整批零件尚未全部完成前道工序的加工时,就先将其中部分已经完成的零件转入下到工序加工。往下道工序转移的提前时间,以能维持下道工序对该批零件的连续加工为准(如下图所示)。
在平行顺序结合方式下,因长短工序的次序不同有两种安排放法:
1、当前道工序的加工时间小于或等于后道工序的加工时间时,加工完毕的每一个零件应及时转入后道工序加工,即按平行方式逐件转移。
2、当前道工序的加工时间大于后道工序的加工时间时,只有在前道工序完工的零件数量足以保证后道工序连续加工时,才开始将前道工序完工的零件转入后道工序,即使后道工序的结束时间比前道工序的结束时间差一个单位的工序时间。
平行顺序结合方式的加工周期,可用顺序结合方式下的加工周期减去各重合部分的时间求得。
#p#副标题#e#
当前道工序的加工时间(t前)小于后道工序的加工时间(t后)时,该批零件在两道工序的加工时间大于后道工序的加工时间时,该批零件在两工序上加工时间的重合部分为(n-1)t后;当前后工序加工时间相等时,该批零件在两道工序上加工时间的重合部分为(n-1)t前(n-1)t后。在上述两情况下,t前、t后都是短工序,所以都可用(n-1)t短表示。平行顺序结合方式的加工周期,可用下面公式计算:
式中:T平顺-平行顺序结合方式下的加工周期;
t短-前后两道工序单件加工时间中的短者。
上述公式可转换为下列公式:

式中:tL-同前后工序相比都是较长的工序单件时间;
ts-同前后工序相比都是较短的工序单件时间。
如将各序的单件工序时间用坐标图表表示,可给成工序时间的峰谷图(如下图所示)。
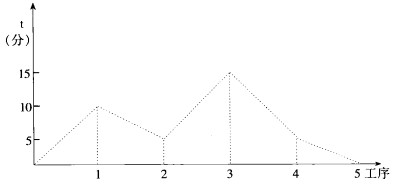
利用峰谷图可以很快得到峰与谷的工序时间,即tL与ts的时间。平行顺序结合方式,对一些同步性较差的工序来说,是一种较好的结合方式,但这种方式的组织工作较为复杂。
以上三种结合方式各有优缺点。从加工周期来看,平行结合方式,平行顺序结合方式较好;从组织工作来看,顺序结合方式较简单,企业必须根据具体情况选用。
生产主管在选择工序结合方式时,需要考虑以下主要因素。
生产单位的专业化形式,如果生产单位是按工艺专业化形式组成的,由于零件不便单件运送,宜采用顺序结合方式;如果生产单位是按对象专业化形成组成的,则以采用平行或平行顺序结合方式为宜。
工序劳动量的大小和零件的重量。工序劳动量大且重、宜采用平行结合方式;如工序劳动量小且轻,则以采用顺序结合方式为宜。
设备调整所需时间长短。如改变加工对象调整设备所耗时间多,则应采用顺序结合方式,反之,可采用平行顺序结合方式。
生产类型。如果单件小批生产,零件种类多,每种零件数量少而工艺过程极不相同,以采用顺序结合方式为宜,如果是大批大量生产,则宜采用平行顺序结合方式。
任务的紧急程度。如加工任务紧迫,则宜采用平行结合方式。
总之,工序结合方式的采用受多种因素的影响,在设计时,应从企业的特点出发、采用其中一种甚至数种,以达到合理组织生产过程的目的。

