准时化生产的现场控制(看板管理)
一、JIT的现场“拉动”方式
1、“推动式”与“拉动式”
“推”和“拉”两种不同的作业管理系统。
1)推动式
一般的作业管理系统采用推动方式。它是根据主生产计划的要求,确定每个零部件的投入产出计划,按计划发出生产和订货指令。每一工作中心按计划制造工件,并将加工完的工件送到后续工序工作中心,不管后续工序工作中心当时是否需要。
2)拉动式
它由代表顾客需求的订单开始,根据市场需求制定主生产计划和总装顺序计划,从产品总装配出发,每个工作中心按照当时对零部件的需要,向前一工序提出要求,发出工作指令,前工序工作中心完全按照这些指令进行生产,这样反工艺顺序地逐级“拉动”前面的工作中心,甚至“拉”到供应厂或协作厂。“拉动”是靠看板系统来实现的,看板起到指令的作用。
2、“一个流”生产
“拉动式”系统要求各工作中心同步化,每条生产线都应与装配节拍一致组织同步,每条生产线的每道工序要同步,后工序来取走,前工序不中断加工,生产线只保留必要的在制品储备。
“一个流”生产是同步化生产的高级形式,它是指在生产线内任何两道工序间流的在制品数不得超过紧前工序的装夹数。一般流动的在制品为一件,简称“一个流”。实现“一个流”生产,要求生产必须按节拍进行,按标准操作规程操作。
#p#副标题#e#
二、看板管理
1、看板及其在生产现场控制中的应用
看板管理是一种生产现场物流控制系统,它是通过看板的传递或运动来控制物流的一种方法。
JIT生产作业计划的主要特征是:它只向总装配指示顺序计划,除此之外,不再向其他加工工序指示顺序计划。但是,应该尽量使总装之前的各工序,即加工工序,毛坯工序,外协及供应部门等,都大体了解本工序(部门)每月需要生产(供应)的数量。此数量不一定要求准确,但可以作为各大工序作业的大致目标,有利于他们进行作业准备和作业安排。
这样,在现场除总装配以外,其他工序都不领取生产计划表。也可以说,对各加工、子装配过程没有统一的生产指示,他们需要生产什么,生产量多少,何时工作等都由看板进行控制。
2、看板的形式和分类
实际生产管理中使用的看板形式很多,常见的有塑料夹内装的卡片或类似的标识牌,运送零件小车,工位器具或存件箱上的标签、指示部件吊运场所的标签、流水生产线上各咱颜色的小球或信号灯、电视图像等。
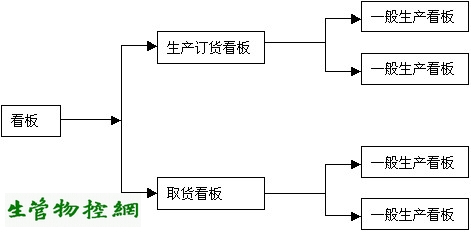
看板根据功能和应用对象的不同进行分类,如下图所示。
#p#副标题#e#
各类看板的功能,内容分述如下:
1)生产订货看板。指在一个工厂内,指示某工序加工制造规定数量工作所用的看板,它又有两类类型:
(1)一般的生产看板。它指出需加工件的件件号、件名、类型、工序存放位置、工件存放位置、工件背面编号、加工设备等。
(2)三角看板。它指出街加工工件号、名称、存放位置、批量及货盘数、再订购点及货盘数、加工设备等。
2)取货看板,后工序的操作者按看板上所列件号、数量等信息,到前工序(或协作厂)领取零部件的看板,取货看板又可分为两种类型:
(1)工序间取货看板。它指出应领取的工件件号、件名、类型、工件存放位置、工件背面编号、紧前加工工序号,紧后加工工序号等,是厂内工序间的取货凭证。
(2)外协取货看板,它除了指出有关外协件特征信息外,还指出本企业名称、外协厂名、交货时间、数量等,它用作向固定的协作厂取货的凭证。
三、看板的使用规则
1、看板的使用规则
为使看板系统有效运行,必须严格遵循使用规则,规则主要内容有以下四点:
1)不合格件不交给后工序。
#p#副标题#e#
2)后工序来取件。
3)均衡化生产。
4)利用减少看板数量来提高管理水平。
2、利用看板提高管理水平的循环过程
利用看板提高管理水平是一个减少看板数量的循环过程,每一循环的步骤如下:
1)发出看板,开始取货和加工。
2)当部门管理人员认为可在较小的在制品库存情况下进行生产时,可以取出一些看板。
3)取出看板使在制品库存降低,但可能使车间出现一些问题。
4)部门管理人员和操作者采取各种措施,以便在看板数降低的情况下仍能正常地生产,他们可能采用更新设备、变更工件的加工顺序、缩短生产提前期等等措施,以改善生产循环。
5)一轮改善顺利实施后,在适当时候再取出一二个看板,继续进行改善活动。通过多次循环,达到控制在制品库存的目标。
在上述改善循环中,操作人应当是改善循环的促进者,丰田公司特别强调应尊重操作人员,提高操作人员改善看板循环的积极性和信心,是用好看板的关键。

