生产能力管理
一、生产能力的平衡
1.生产能力与生产任务的平衡
生产能力的平衡是指生产能力与生产任务之间的平衡,它是一种综合平衡,不仅包括基本生产车间的能力平衡,还包括基本车间与辅助车间之间的能力平衡。其平衡方法有两种:一是产量平衡,即以产量单位为计算单位进行生产能力和生产任务的试算平衡;二是台时平衡,即以台时为计算单位进行生产能力和生产任务的试算平衡。在多品种生产条件下,采用台时平衡较为方便;在采用机器设备的生产单位中,非流水生产方式的生产能力平衡一般是分设备组进行的,流水生产方式的生产能力平衡应按每道工序、每台设备分别进行;若生产能力是按照生产面积确定的,则可以按为完成生产任务所需要的生产面积和计划期有效时间内生产面积来进行生产能力平衡。
为完成生产任务所需要的某种设备组台时数(T1)与计划期该设备组的有效台时总数(T0)计算公式为
T1=∑ (Ni ti)β(1+γ)
T0=FeS=FyηS
式中,Ni —— 产品计划产
ti —— 单位产品台时定额,台时/台;
β —— 台时定额计划压缩系数;
γ —— 考虑补废的台时损失系数;
Fe —— 单台设备全年有效台时数;
S —— 设备台数;
Fy —— 单台设备全年制度工作时间;
η —— 时间有效利用系数。
当T1=T0时,说明实现了平衡,完成任务有保证,计划可以落实;
当T0> T1时,说明生产能力有余,完成任务有保证,计划可以落实;
当T0 <T1时,说明生产能力不足,生产任务尚不落实,必须采取具体措施来提高生产能力。
2.生产能力的利用指标
A:计划生产能力综合利用系数。即计划产量与计划生产能力的比值。该指标用于表明计划期内固定资产的利用程度。
B:设计(查定)生产能力综合利用系数。即计划产量与设计(查定)生产能力的比值。该指标用于表明企业设计(查定)生产能力在计划期内的利用程度。
C:实际生产能力综合利用系数。它是实际产量与计划生产能力的比值。该指标用于表明企业计划生产能力的实际利用程度。
D:设备(生产面积)的动用系数。它是计划期内动用的设备(生产面积)与全部设备(生产面积)的比值。这一指标表明在计划期内对现有设备(生产面积)的动用况。
E:设备(生产面积)的时间利用系数。它是计划期内设备(生产面积)有效工作时间总数与设计(查定)的设备(生产面积)有效工作时间总数的比值。该指标表明设备(生产面积)在时间上的利用程度。
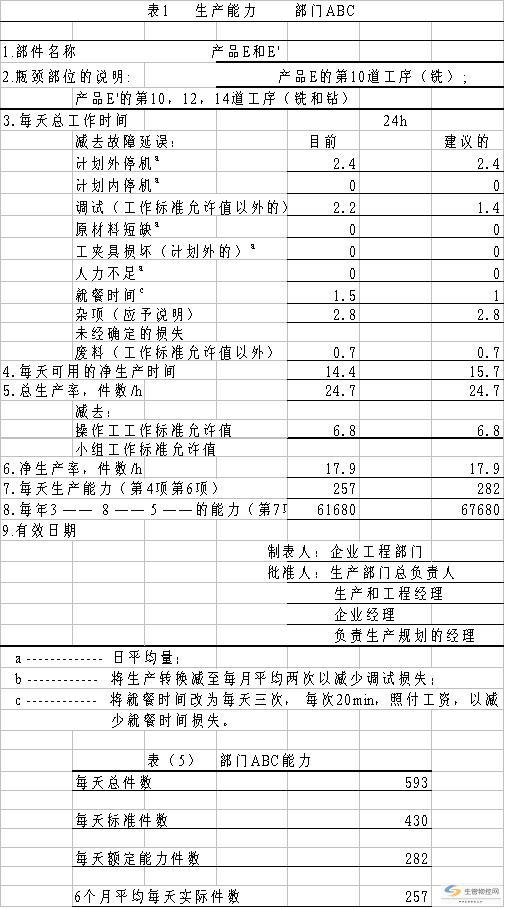
F:设备(生产面积)的强度利用系数。它是设备(生产面积)生产率的计划定额与设计(查定)定额的比值。这一指标表明设备(生产面积)在生产率方面的潜力及其利用水平。
G:设备(生产面积)负荷系数。它是设备(生产面积)计划任务与其生产能力的比值。
H:每千元固定资产的实际产量(产值)。
I:单台设备(单位生产面积)的实际产量(产值)。
#p#副标题#e#
二、变更生产能力的策略
1.短期生产能力的变更策略
就一年的短期来说,生产制造系统的生产能力规模是相对固定不变的;但是,仍有可能进行许多短期的调整,以增加或减少生产能力,这种调整取决于产品能否储存起来。
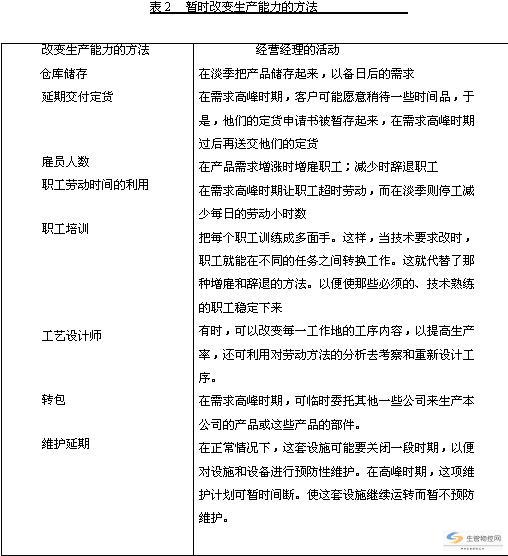
资本密集型的生产过程主要是依靠机械设施、设备等要素来实现生产作业,在需求淡季或高峰期,可以通过调整生产系统的作业班次以达到变更生产能力的目的;劳动密集型的生产过程,其生产能力主要取决于工人的技艺而较少取决于厂房设备等物质资源,因而可以通过解雇和招聘职工的办法来改变短期的生产能力。短期变更生产能力的措施有许多种,表(8)列出了一些最常用的方法。
2.长期生产能力的变更策略
长期生产能力的变更分为三种情况,即扩充生产能力、维持生产能力和收缩生产能力。
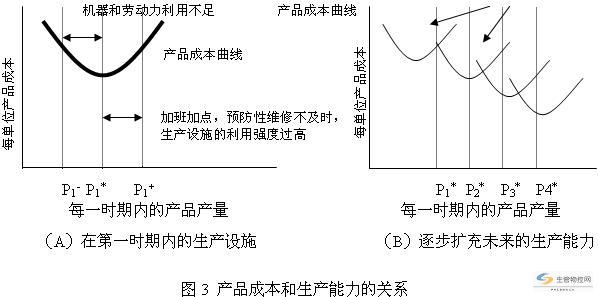
(1)扩张生产能力
在不同的生产能力利用情况下和生产能力逐步扩张的情况下,单位产品的成本将会不断变化(参见图3)。图中(A)表明,现有的生产设备在一定时间内的产量为P1*时,单位产品的成本最低;当这台生产设备的产量暂时下降到较低的水准P1-时,就会出现机床和劳动力的利用不足,使产品成本提高;当这台机床的产量增加到P1+,现有设备的利用程度提高,但是,因为要加班加点及预防性维护工作不能及时进行,从而亦会提高产品成本,以上的分析表明,如果预期的产品需求量持续不断地增长,那么就应当去扩充生产能力,以期取得规模收益。一般说来,生产能力的扩张最好是分期分批地进行,而不应集中于一次投资。图(B)表明,在需求量持续增长的情况下,生产能力分期扩张后,每一阶段的最优产出量。当然,生产能力也可以从产量P4*,但是,这种情况会增加生产能力的扩充风险。
(2)维持生产能力
企业的产品研究与开发部门,其目的之一便是构造出合理的产品结构,适时地用新产品代替淘汰产品。当某种产品进入衰退期阶段,就可以由其他产品来代替该产品,这样便可维持生产能力基本上保持不变(见图4)。
(3)缩减生产能力
减少生产能力最常用的办法是:在不具备转产的条件下,卖掉现有的设备、存货和解雇职工;在遇到需求量严重衰减情况时,可以逐步地结结束经营。
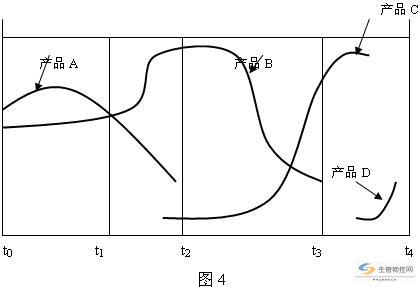
间隔期:t0 到 t1 ,t1到 t2 ,t2到 t3,t3到 t4 所生产的产品:A和B,A、B和C,B和C,C和D 用合理搭配在一定时限内各种产品生命周期不同阶段的方法,理想地使用生产能力。
#p#副标题#e#
三、提高生产能力的途径
1.改善设备的时间利用
改善设备的时间利用,也就是减少设备的停歇时间,提高设备的实际利用时间。主要措施如下。
A:搞好设备的维修保养工作,采用先进的设备修理方法,提高维修质量,严肃设备的修理制度;合理地安排修理计划,尽量利用节日、假日及班后时间进行设备检修;
B:加强生产作业准备工作及辅助工作,减少停机次数;
C:加强生产作业计划和调度工作,使生产的各个环节衔接紧密,组织均衡生产;
D:提高产品质量,降低不合格品率,减少设备和劳力的无效工作时间;
E:改进工作班制度,尽量做到交班不停机。
2.设备的利用强度
A:改进产品结构,提高结构的工艺性;
B:提高产品的“三化”(即系列化、标准化、通用化)水平,对标准件、通用件的生产尽量采用高效的专用工艺装备;
C:采用先进的工艺和操作方法,如在机加工中采用高速切削、强力切削等先进方法;
D:改进设备和工具,用机械化操作代替体力劳动和手工操作,用自动化作业代替一般的机械化操作;
E:充分利用设备的尺寸、功率和工位等技术特性;
F:提高工人的文化技术水平和技术熟练程度。
3.入生产中的设备数量
A:抓紧新设备的安装试车工作,使之尽快交付使用;
B:提高机器设备的成套性;
C;充分挖掘或利用现有设备,必要时可以申请调拨或购置一定量的设备。
4.充分利用生产面积
A:改善生产面积的利用,如合理布置车间、工段的机器设备,尽可能地增大生产面积在总面积中所占的比重;
B:合理安排在制品库、外购件库和成品库的面积;
C:尽可能组织准时化的流水生产;
D:改善生产面积的时间利用,如合理组织工作轮班,充分利用全年的日历时间,使生产面积的利用时间尽可能增加。

