降低生产线换线时间的方法与程序
换线时间包括外部时间和内部时间两部分。
>内部时间是指停机过程中仍应继续进行作业所需要的时间(如取放工具)。
>外部时间是指机器仍在运转过程中或是刚刚重启动之后进行作业所需要的时间(如第一次检测)。
换线时间不宜过长,否则就会占用大量的生产时间,导致生产效率低下,产生大量的库存和浪费,并增加相关费用。
一、降低换线时间的方法
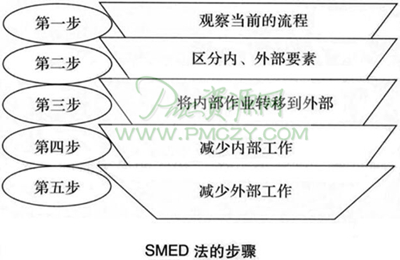
当前,最流行的换线方法是“SMED”法,即“六十秒即时换线法”,是一种快速和有效的切换方法。SMED法分为5个步骤,如下图所示。
此外,导人SMED法,还应做好以下7个方面的工作。
1、成立快速换线推行小组,制订推行计划和日程
快速换线小组成员由生产技术组长、装配组长、装配技术员、供料员、维修员、IE、PE、IPQC等组成,小组组长可由IE担任。换线小组每天召开一次换线会议,分析和检讨换线状况,会议由小组组长主持,组员共同讨论换线中发生的问题,并提出改善对策。
2、选择线别,量测并记录换线时间
记录所有动作,以便发现问题,必要时可通过录像记录活动。
#p#副标题#e#
3、分析资料,拟订改善对策。
分析第2步收集到的数据,确定在停机前后有哪些事情可以做,将内外部时间分开来,并对内部的活动进行严格检查。分析、考察第(2)步发现的问题,集思广益讨论新的办法和创意,确保将人与物在正确的时间配置到正确的位置,并
制作“工具更换流程记录”、“供料流程记录”等供小组成员使用。
4、测量并记录对策执行后的换线时间
制订换线流程及推行细则,将改善对策进行试运行,执行后测量换线时间及相关问题。
5、效果追踪、验证
对改善后的换线方法进行分析、检讨,验证、确认其改善效果,直到达到标准换线时间为止。
6、实施标准化,将所有生产线水平展开
围绕新的方法进行培训,将标准化换线实施于观测线,并以点带面地运用于其他线,同时完善相关资料。
7、标准化维持与持续改善
对流程实行监控,不间断地汇报换线部分的业绩表现。在推行SMED换线过程中要确定标准换线时间,换线前后两款产品的节拍时间、标准工时、平衡率不同都会影响换线时间。一般来说,同一系列前一规格产品的节拍时间比后一款产品的节拍时间短,换线时间要稍长;不同系列产品的换线时间比同一系列产品的要长,平衡率高的换成平衡率低的,比平衡率低的换成平衡率高的切换要快。
二、降低换线时间的程序
降低换线时间的程序,包括区分内部时间和外部时间以及将内部时间转化为外部时间两个阶段。
1、区分内部时间和外部时间
提前挑选出外部设置,可减少30%~50%的设置时间。这一阶段的典型活动如下。
>设备还在做前一项工作时,就将所有必须的工具及零件传送到设备旁边。
>在停机换线前,确认设备可换部分的功能。
2、将内部时间转化为外部时间
再次观察停机时在设备上进行的动作,并设法在设备还在运行时就完成。这一阶段的典型改善活动如下。
>提前准备作业条件,例如,提前对机器进行预热。
>使功能标准化,例如,降低高度以消除调整的时间。
>应用自动定位零件装置。
>内部时间是指停机过程中仍应继续进行作业所需要的时间(如取放工具)。
>外部时间是指机器仍在运转过程中或是刚刚重启动之后进行作业所需要的时间(如第一次检测)。
换线时间不宜过长,否则就会占用大量的生产时间,导致生产效率低下,产生大量的库存和浪费,并增加相关费用。
一、降低换线时间的方法
当前,最流行的换线方法是“SMED”法,即“六十秒即时换线法”,是一种快速和有效的切换方法。SMED法分为5个步骤,如下图所示。
此外,导人SMED法,还应做好以下7个方面的工作。
1、成立快速换线推行小组,制订推行计划和日程
快速换线小组成员由生产技术组长、装配组长、装配技术员、供料员、维修员、IE、PE、IPQC等组成,小组组长可由IE担任。换线小组每天召开一次换线会议,分析和检讨换线状况,会议由小组组长主持,组员共同讨论换线中发生的问题,并提出改善对策。
2、选择线别,量测并记录换线时间
记录所有动作,以便发现问题,必要时可通过录像记录活动。
#p#副标题#e#
3、分析资料,拟订改善对策。
分析第2步收集到的数据,确定在停机前后有哪些事情可以做,将内外部时间分开来,并对内部的活动进行严格检查。分析、考察第(2)步发现的问题,集思广益讨论新的办法和创意,确保将人与物在正确的时间配置到正确的位置,并
制作“工具更换流程记录”、“供料流程记录”等供小组成员使用。
4、测量并记录对策执行后的换线时间
制订换线流程及推行细则,将改善对策进行试运行,执行后测量换线时间及相关问题。
5、效果追踪、验证
对改善后的换线方法进行分析、检讨,验证、确认其改善效果,直到达到标准换线时间为止。
6、实施标准化,将所有生产线水平展开
围绕新的方法进行培训,将标准化换线实施于观测线,并以点带面地运用于其他线,同时完善相关资料。
7、标准化维持与持续改善
对流程实行监控,不间断地汇报换线部分的业绩表现。在推行SMED换线过程中要确定标准换线时间,换线前后两款产品的节拍时间、标准工时、平衡率不同都会影响换线时间。一般来说,同一系列前一规格产品的节拍时间比后一款产品的节拍时间短,换线时间要稍长;不同系列产品的换线时间比同一系列产品的要长,平衡率高的换成平衡率低的,比平衡率低的换成平衡率高的切换要快。
二、降低换线时间的程序
降低换线时间的程序,包括区分内部时间和外部时间以及将内部时间转化为外部时间两个阶段。
1、区分内部时间和外部时间
提前挑选出外部设置,可减少30%~50%的设置时间。这一阶段的典型活动如下。
>设备还在做前一项工作时,就将所有必须的工具及零件传送到设备旁边。
>在停机换线前,确认设备可换部分的功能。
2、将内部时间转化为外部时间
再次观察停机时在设备上进行的动作,并设法在设备还在运行时就完成。这一阶段的典型改善活动如下。
>提前准备作业条件,例如,提前对机器进行预热。
>使功能标准化,例如,降低高度以消除调整的时间。
>应用自动定位零件装置。

