期量标准的制定
一、期量标准的种类
1、品种单一的大量生产:节拍、批量、节奏、在制品占用量定额、流水线工作指示图表等;
2、稳定的成批生产:批量、产品的投入与出产间隔期和提前期、生产周期、在制品占用量定额等;
3、单件小批生产:生产周期、提前期等。
二、几个重要的期量标准的制定
(一)批量和生产间隔期
1、概念
1)批量:相同产品或零件一次投入或出产的数量。
2)生产间隔期:相邻两批相同产品或零件投入或出产的时间间隔。
3)二者关系: 批量 = 生产间隔期 × 平均每日产量
2、确定
按照一定的生产间隔期和批量组织生产就是成批生产的节奏性,因此,正确确定生产间隔期和批量对于加强成批轮番生产的成套性和组织有节奏的均衡生产关系很大。
1)以量定期法(经济批量法)
最小批量法和经济批量法
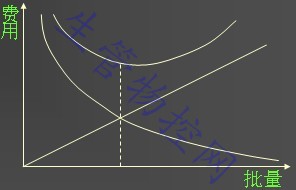
经济批量法是一种根据费用来确定合理批量的方法。
设备调整费用(Ca) 库存保管费用(Cb)#p#副标题#e#
①年度设备调整费用
Ca = A × (N / Q)
A —— 每次设备调整费用
N —— 年产量 Q —— 批量
②年库存保管费用
Cb = (Q / 2) × C
C —— 每件产品的年平均保管费用
③总费用
Y = Ca + Cb = A ×(N/Q) + (Q/2) ×C
④经济批量 Q经 = √2NA / C
⑤批量调整
a. 批量应与月产量倍比关系,并在主要工序上不少于一个或半个轮班的产量
b. 使同一批制品在各车间的批量相等或成简单倍比关系
c. 批量大小应与生产面积或设备容积相适应
d. 一般来说,毛坯批量应大于机加工批量,机加工批量应大于装配批量。
#p#副标题#e#
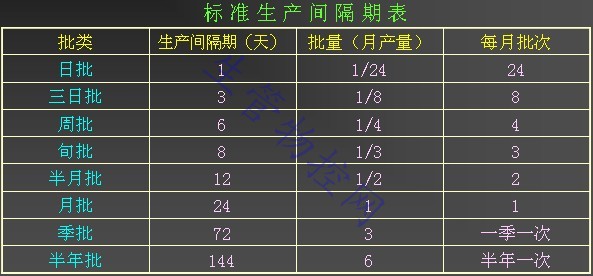
2)以期定量法
①统一规定为数不多的互为倍数的标准的生产间隔期(见下表)
②根据零件的价值、体积、工艺复杂度、生产周期等情况进行分类;
③根据生产间隔期和生产任务确定批量
3)两者的结合
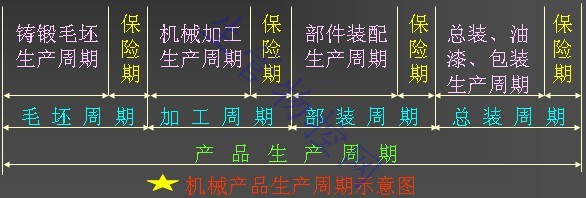
(二)生产周期
1、定义:是指从原材料投入开始到成品出产为止的全部日历时间(或工作日数)。
#p#副标题#e#
2、确定
(1)零件工序生产周期
Top = ( n×t0 / T效×S×K t )+ T准
n —— 批量 t0 —— 工序单件工时定额 T效 —— 日有效工作时间
K t —— 工时定额完成系数 T准 —— 工序准备结束时间
(2)零件工艺阶段的生产周期
To = ∑Topi·λ+ (m-1) · td
λ —— 平行系数 td —— 平均每道工序的间隔时间
m —— 工序数目
(3)产品的生产周期
网络图的关键路线的长度
(三)生产提前期
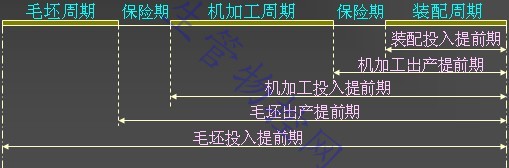
1、定义:指产品在各生产环节出产或投入的时间与成品出产时间相比所要提前的时间。有投入提前期和出产提前期两种。
2、制定:
(1)前后车间生产批量相等的情况
 #p#副标题#e#
#p#副标题#e#某车间的投入提前期 = 该车间的出产提前期 + 该车间的生产周期
某车间的出产提前期 = 后车间的投入提前期 + 保险期
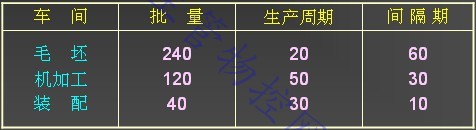
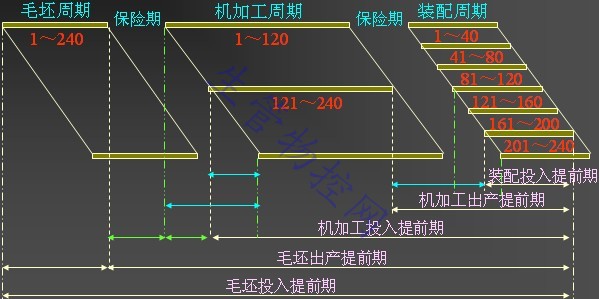
(2)前后车间批量不相等的情况
#p#副标题#e#
(四)在制品定额
1、定义:在一定的技术组织条件下,各生产环节上为了保证生产衔接所必需的最低限度的在制品的标准储备量。
2、确定:
(1)大量流水生产条件下,在制品定额的确定
[流水线内部]
①工艺在制品:流水线的各个工作地上正在进行加工和检验的在制品。
②运输在制品:处于连续流水线的运输过程中或放置在运输装置上的在制品。只在连续流水线上才计算。
③周转在制品:在间断流水线上由于相邻两工序的生产率不同而形成的在制品。
④保险在制品:当流水线上某一工序发生意外时,为保证整个流水线仍能正常工作而设置的在制品。
[流水线之间] 当供应流水线和需求流水线的节拍相等时,存在运输在制品和保险在制品;节拍不等时,存在周转在制品和保险在制品。
(2)成批生产条件下,在制品定额的确定
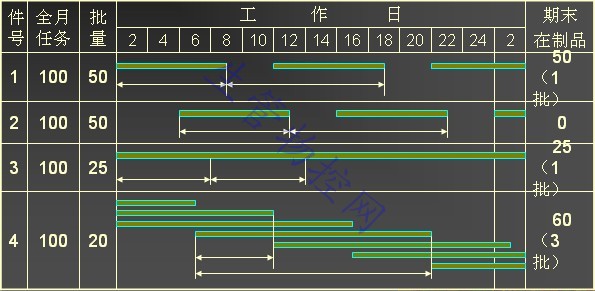
[车间内部] 取决于产品生产的计划期末停留在车间内的产品的批数和批量。具体来讲就是:
Zin = Q ×(T0/R) = nd×T0 nd —— 平均每日产量#p#副标题#e#
因此,车间内部在制品的批数取决于T0/R和具体的投入出产日期。即:
① T0 < R ,月末可能有一批,也可能没有;
② T0 = R ,任何时间都有一批在制品;
③ T0 > R ,T0/R就是月末车间在制品的批数。
[车间之间] 也即库存在制品
Zmax = nd×Dst = nd×Ri = Qi Dst —— 库存天数
Ri —— 前车间出产间隔期 Qi —— 前车间出产批量
Zst = Zmax / 2 = Qi / 2